

60. Порошковые материалы, структура, свойства и область применения
Порошковыми называют материалы, изготовляемые путем прессования металлических и неметаллических порошков в изделия необходимой формы и размеров и последующего спекания сформованных изделий в вакууме или защитной атмосфере при температуре около 0,8 Тпл(К).
Различают пористые и компактные порошковые материалы.
Пористыминазывают материалы, в которых после окончательной обработки сохраняется более 10 % остаточной пористости. Такие материалы с пористостью 10…13 % используют для изготовления антифрикционных деталей (подшипников, втулок); с пористостью 25…50 % – для фильтров очистки газов и жидкостей; с пористостью до 95…98 % –пеноматериалов– наполнителей и теплоизоляции в авиации. Подшипники из пористых порошковых материалов нередко пропитывают маслом под давлением, поэтому они не нуждаются в смазке во время эксплуатации. В настоящее время промышленность выпускает большую гамму железографитовых порошковых материалов ЖГр1, …ЖГр7, содержащих 1–7 % графита; бронзографитовых материалов типа БрОГр10-2 – 10 % олова и 2 % графита, остальное – медь и др.
При изготовлении компактныхпорошковых материалов стремятся к снижению пористости т.к. она ухудшает все механические свойства. Отечественная промышленность изготавливает большую номенклатуру порошковых конструкционных сталей типа СП10-1, ... СПХ17Н2. Эти материалы отличаются высокой технологичностью, но при этом обладают несколько худшими механическими свойствами, чем традиционные.
Методы порошковой металлургии широко используются при изготовлении специальных сплавов – рассмотренных ранее твердых сплавов (ВК8, ТТ15К6 и т. п.), режущих элементов из быстрорежущей стали и др. В электротехнике и электронике широко применяются компактные порошковые постоянные магниты на основе Fe-Ni-Co-Al(например, ЮНДК24).
61. Композиционные материалы с металлической и неметаллической матрицей, структура, свойства и область применения
Композиционные материалы(КМ) представляют собой сложную гетерогенную систему, состоящую из двух и более сильно различающихся по свойствам, слабо растворимых друг в друге компонентов, строение которой позволяет использовать преимущества каждого из них. Силовую нагрузку в КМ несет арматура в виде проволоки, волокон или прочных частиц. Армирующие компоненты равномерно распределяют в сравнительно непрочной, но обычно более пластичной матрице, которая перераспределяет нагрузку и объединяет в единое целое пространственную структуру КМ.
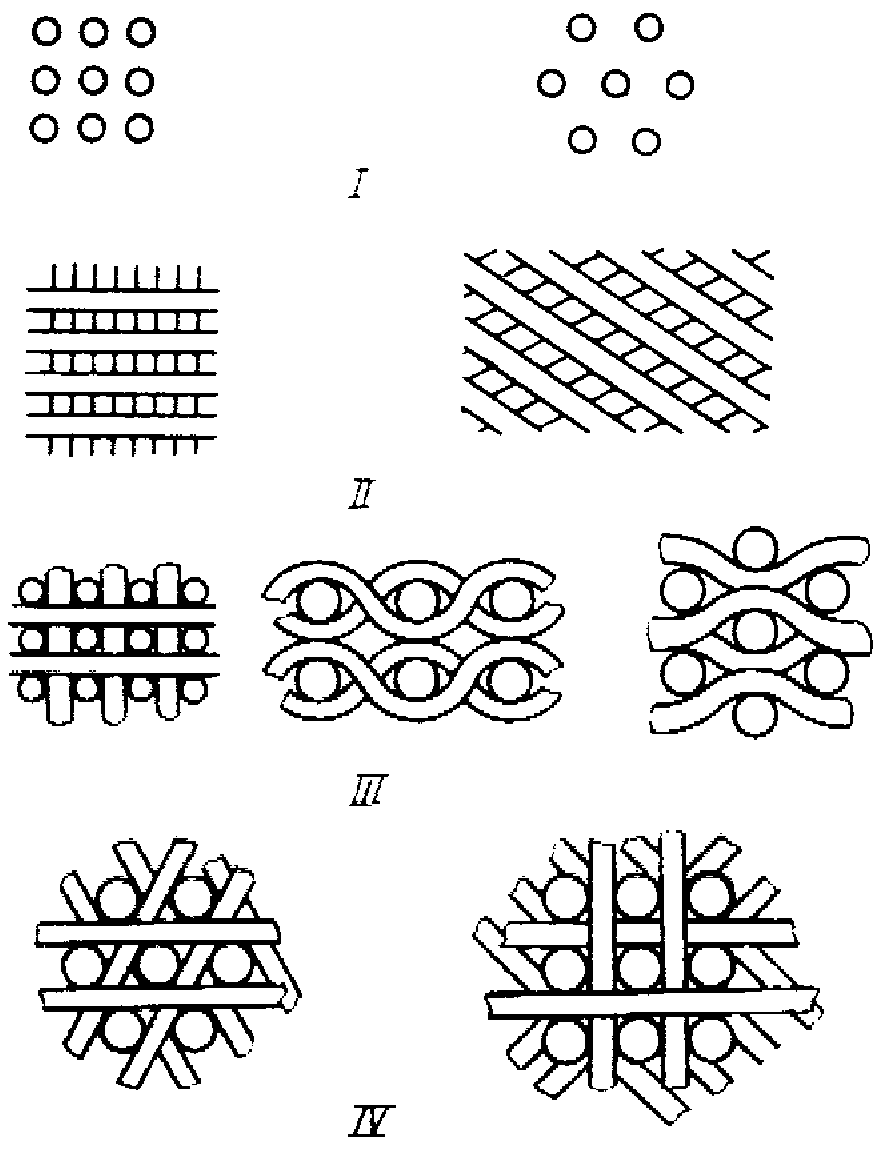
В качестве арматуры могут быть использованы металлические прутки, проволока, сетка, волокна, жгуты или частицы с особыми свойствами (прочностными, антифрикционными и т. п.). Схема армирования проволокой и волокнами может быть от однонаправленной (линейной) до пространственной – рис. 61.
Стальная проволока (кордная) имеет предел прочности до 5000 МПа, борные волокна – до 3000 МПа, углеродные волокна75– до 2500 МПа, волокна из карбидов, нитридов, боридов и оксидов – от 2500 до 3500 МПа. Рекордной прочностью на разрыв (2700…5400 МПа) обладают волокнакевлара76. Еще более прочные волокна изготавливают с помощью нанотехнологий из особым способом выращенных бездефектных «усов» бора, углерода и т. п. В перспективе возможно также использование нитевидных монокристаллов из оксида и нитрида алюминия, карбида и нитрида кремния, карбида бора, имеющих прочность до 28000 МПа.
Рис. 61. Схема армирования КМ: I – однонаправленная, II – двунаправленная, III– трехнаправленная, IV – четырехнаправленная
1. КМ с металлической матрицейчаще всего получают путем пропитки жидкими расплавами (алюминия, магния, никеля или их сплавов) пучка армирующих волокон и последующей деформационной обработки получившегося композита. Такие КМ применяют для изготовления высоконагруженных деталей ракет и самолетов – обшивки, лонжеронов и т. п., для изготовления деталей двигателей, лопаток компрессоров, турбин и др. дорогостоящих конструкций. Так, например, детали из бороалюминия (КМ с борными волокнами) по сравнению с титановыми сплавами дают в авиации снижение массы на 30…40 %, обеспечивая при температуре до 500оС более высокую длительную и усталостную прочность.
Более широкое распространение получили КМ на основе алюминия САП – спеченный алюминиевый порошок, состоящий из алюминиевой матрицы, в которой равномерно распределены чешуйки Al2O3. ЧастичкиAl2O3эффективно тормозят движение дислокаций и тем самым повышают прочность. Чем больше таких частичек, тем выше прочность – при изменении содержанияAl2O3от 6 до 18 % σвповышается с 300 до 400 МПа (δ при этом снижается с 8 до 3 %). КМ типа САП применяют при изготовлении ответственных сложных деталей разнообразной и сложной формы. По длительной прочности они превосходят деформируемые алюминиевые сплавы и могут работать при температуре до 250…500оС, в ряде случаев даже заменяя титан (при этом они в 20 раз дешевле).
2. КМ с неметаллической матрицей, как правило, более дешевы и технологичны, поэтому применяются шире, чем с металлической. Самым распространенным из таких материалов, незаменимых в строительстве, является железобетон. В конструкционных КМ чаще всего используется полимерная (эпоксидная, фенолоформальдегидная, полиамидная, резиновая); реже применяют более дорогие, но зато более прочные углеродные и керамические матрицы. Например, при изготовлении конвейерных лент, приводных ремней, автомобильных покрышек и т. п. издавна используют резину, армированную волокнами или проволокой. Уже много десятилетий в электротехнике используют гетинакс и текстолит – слоистые пластики, изготовляемые чаще всего на основе фенолоформальдегидных смол, армированные бумагой и тканью, соответственно.
Среди наиболее распространенных КМ с неметаллической матрицей в зависимости от вида армирующих волокон выделяют стекловолокниты,карбоволокниты,бороволокнитыиорганноволокниты. Стекловолокниты обладают прочностью на разрыв – σвдо 2100 МПа; бороволокниты – до 1300 МПа; карбоволокниты – до 1000 МПа; органоволокниты, производимые на основе синтетических волокон, в большинстве случаев имеют прочность меньшую на порядок, но зато они менее чувствительны к внешним повреждениям. Арматура в таких КМ может быть в виде отдельных волокон, жгутов, лент и многослойных тканей.
Из КМ с неметаллической матрицей изготавливают несущие детали летательных аппаратов, корпуса автомашин и катеров, автоцистерны, строительные панели, трубы, корпуса насосов и вентиляторов, спортивный инвентарь (лыжи, клюшки, рамы и колеса велосипедов), автотракторные покрышки, конвейерные ленты, шланги и т. д.
КерамическиеКМ обычно изготавливают методами порошковой металлургии, используя проволоку из тугоплавких металлов (W,Mo,Nb) или углеродное волокно в качестве арматуры. Такие КМ с матрицей из тугоплавких оксидов (Al2O3,B2O3,SiO2) можно использовать до 1000оС, из боридов (TiB2,ZrB2) и нитридов (Si3N4) – до 2000 оС, из карбидов (SiC,TiC) – свыше 2000 оС. Керамические КМ применяются для изготовления высокотемпературных подшипников, лопаток газотурбинных двигателей, носовых обтекателей ракет и т. п.