

34(24). Основные виды термической обработки. Предварительная и окончательная термообработка
Термическая обработка(в дальнейшем ТО) является самым распространенным способом управления свойствами металлических материалов; в машиностроении ей подвергается до 40 % потребляемой стали. ТО состоит изтрех этапов: нагрева до заданной температуры; выдержки для прогрева материала по всему объему и завершения фазовых превращений; охлаждения до комнатной температуры с определенной скоростью (решающими являются температура нагрева и скорость охлаждения). Желаемое изменение свойств материалов может быть в очень широких пределах; например, сталь становится пластичной и низкопрочной после отжига; эту же сталь можно сделать твердой, прочной и малопластичной с помощью закалки.
К основнымвидам ТО относятся:отжиг, закалка, отпуск и старение.
В зависимости от места в технологическом процессе ТО подразделяется на предварительную и окончательную.
Предварительная ТО, как правило, производится для улучшения технологических свойств заготовок (перед обработкой резанием, холодной штамповкой, прокаткой и т.п.). В качестве предварительной ТО для сталей, как правило, применяют различные виды отжига.
Окончательная ТО производится для придания деталям требуемых эксплуатационных свойств. В качестве окончательной ТО для сталей чаще всего применяют закалку с отпуском, а для многих высокопрочных цветных сплавов – закалку со старением.
35(25). Виды отжига и их назначение
Отжигомназывается процесс ТО, состоящей в нагреве до заданной температуры, выдержки и сравнительно медленном охлаждении со скоростью 30…200оС/ч, т.е. вместе с печью, а иногда – на воздухе.
В зависимости от степени происходящих при нагреве превращений различают полныйотжиг, когда в сталях полностью протекают фазовые (α↔γ) превращения,и неполный отжиг, когда из-за недостаточной температуры указанные превращения проходят лишь частично или не проходят вовсе.
Полный отжигпозволяет создать в доэвтектоидных сталях равновесную мелкозернистую ферритно-перлитную структуру, соответствующую диаграмме состоянияFe–Fe3C(рис. 28.1); для этого сталь нагревают на 30…50оС выше линииGS, называемой А3(рис. 35), выдерживают, а затем медленно охлаждают вместе с печью. Полному отжигу обычно подвергают сортовой прокат из стали с 0,3…0,4 %С, поковки и фасонные отливки. Полный отжиг заэвтектоидных сталей не производят из-за образования хрупкой цементитной сетки на границах зерен перлита (рис. 28.3в).
Изотермический отжигявляется разновидностью полного отжига, его применяют для легированных сталей, обладающих большей устойчивостью аустенита. Сталь нагревают до требуемой температуры и сравнительно быстро охлаждают переносом в другую печь с температурой на 100…150оС ниже линииPK, называемойА1. В этой печи сталь выдерживают 1…6 ч до полного распада аустенита, а затем производят охлаждение на воздухе. Изотермический отжиг более экономичен чем традиционный (т.к. происходит быстрее); его часто используют для обработки мелких поковок и сортового проката из легированных цементуемых сталей.
Нормализацияявляется экономичный разновидностью полного отжига и заключается в том, что после нагрева на 40…50оС вышеА3(илиАcm–SE), заготовку охлаждают на воздухе. Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье, прокатке, ковке или штамповке; ее, в частности, широко применяют для улучшения механических свойств стальных отливок вместо закалки и отпуска. Ускоренное охлаждение приводит к некоторому повышению твердости, но в ряде случаев, это даже улучшает обрабатываемость резанием.
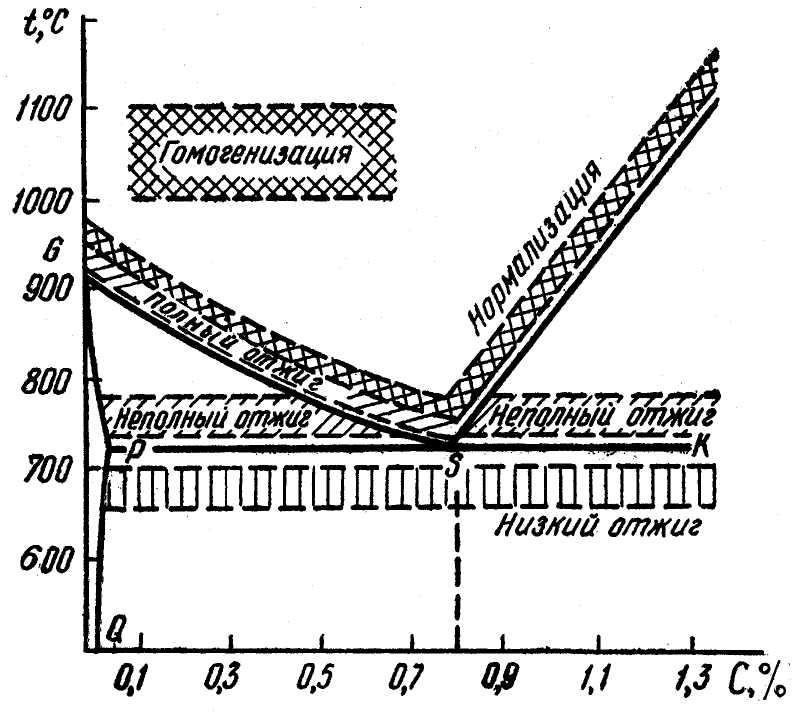
Рис. 35. Температурные интервалы нагрева при ТО
Неполныйотжигобычно производят при нагреве на 10…30оС выше линииА1для улучшения обрабатываемости резанием доэвтектоидных легированных и заэвтектоидных углеродистых и легированных сталей. При этом в заэвтектоидных сталях происходитсфероидизацияцементита, что позволяет существенно снизить их твердость и повысить пластичность.
Низкийотжигобычно производят при 650…680оС (т.е. ниже линииА1) для снижения твердости углеродистых и легированных сталей перед обработкой резанием, холодной высадкой или волочением.
В зависимости от конкретного назначения различают также:
Диффузионный (гомогенизационный)отжиг– применяется для слитков легированной стали с целью уменьшения неоднородности химического состава. Проводится в течение 15…150 ч при температуре 1100…1200оС, охлаждение вместе с печью.
Рекристаллизационныйотжиг– проводится перед или между операциями холодной обработки давлением (прокатке, штамповке, волочении и др.) для снятия наклепа между операциями деформирования и повышения пластичности материала. Для сталей температура нагрева обычно составляет 650…700оС.
Отжиг для снятия остаточных напряжений– применяется для отливок, сварных изделий, деталей после обработки резанием и т.п., в которых в результате технологических операций из-за неравномерного охлаждения или пластической деформации возникают остаточные напряжения. Для сталей обычно проводится при температуре 350…600оС в течение нескольких часов, охлаждение проводится вместе с печью.
Отжиг в большинстве случаев является предварительной или промежуточнойТО, т.к. он повышает вязкость и пластичность, но снижает прочность и твердость; однако, для крупных отливок и сварных конструкций отжиг зачастую становитсяокончательнойТО.