

1.3 Материальный баланс реактора
На основе сделанного выше посекционного расчета реактора можно составить его общий материальный баланс (таблица 1.13).
Таблица 1.13 – Материальный баланс установки
|
Потоки |
Расход потока по секциям, кг/ч |
Сумма по реактору, кг/ч | |||||
|
1 |
2 |
3 |
4 |
5 |
| ||
|
Приход С3Н6+С3Н8 С4Н8 i-С4Н10(свежий) i-С4Н10(отработанный) i-С4Н10(рециркулят) н-С4Н10 С5Н12 Катализатор |
161,766 2058,82 2705,88 - 82426,29 2338,23 88,236 339656,04 |
161,766 2058,82 2705,88 573,8 66957,52 4676,46 176,472 339656,04 |
161,766 2058,82 2705,88 1147,6 51488,9 7014,69 264,708 339656,04 |
161,766 2058,82 2705,88 1721,4 36021,2 9352,92 352,944 339656,04 |
161,766 2058,82 2705,88 2295,2 20553,5 11691,15 441,18 339656,04 |
808,83 10294,1 13529,4 - 82426,29 11691,15 441,18 339656,04 | |
|
Сумма |
429435,26 |
421157,66 |
412880,21 |
404603,67 |
396327,14 |
458846,99 | |
|
Расход С3Н6+С3Н8(пар) i-С4Н10(отработанный) i-С4Н10(рециркулят) i-С4Н10(исп.) н-С4Н10 С5Н12 Алкилат Катализатор |
161,766 573,8 66957,52 15467,7 2338,23 88,236 4190,9 339656,04 |
161,766 1147,6 51488,9 15467,7 4676,46 176,472 8381,8 339656,04 |
161,766 1721,4 36021,2 15467,7 7014,69 264,708 12572,7 339656,04 |
161,766 2295,2 20553,5 15467,7 9352,92 352,944 16763,6 339656,04 |
161,766 2869 5085,8 15467,7 11691,15 441,18 20954,5 339656,04 |
808,83 2869 5085,8 77338,5 11691,15 441,18 20954,5 339656,04 | |
|
Сумма |
429435,26 |
421157,66 |
412880,21 |
404603,67 |
396327,14 |
458846,99 | |
1.4 Объем отстойной зоны реактора
В этой зоне происходит разделение выходящих из пятой секции реактора углеводородов и серной кислоты.
Зная массовые количества жидких компонентов, покидающих пятую секцию (таблица 1.13), и их плотности, найдем объемное количество смеси. Оно составит Rm5 = 257,2 м3/ч. Принимая время отстоя τ0 = 60 мин и степень заполнения φ = 0,7, найдем объем зоны отстоя:
 ;
(1.25)
;
(1.25)

Тогда длина зоны будет
 ;
(1.26)
;
(1.26)

1.5 Объем реактора
Найдем общую длину цилиндрической части реактора
 ,
(1.27)
,
(1.27)
где
 - длина реакционной зоны.
- длина реакционной зоны.

Объем цилиндрической части реактора (практически равный его объему) будет равен
 ;
(1.28)
;
(1.28)

2 Расчет процесса изомеризации углеводородов
Возможность изомеризации парафиновых углеводородов на хлориде алюминия была впервые обнаружена в 1933 г. К. Ненитцеску и А. Драганом. В 1935 г. Б.Л. Молдавский открыл возможность промотирования реакции изомеризации хлористым водородом, что предопределило практическое применение этой реакции. Ранние промышленные процессы изомеризации были предназначены для получения изобутана из н-бутана на хлористом алюминии при мягком температурном режиме (90-120 °С). Изобутан далее алкилировали бутиленами и в результате получали изооктан.
Целевым назначением процессов каталитической изомеризации в современной нефтепереработке является получение высокооктановых изокомпонентов автобензинов или сырья нефтехимии, прежде всего изопентана для синтеза изопренового каучука [10]. Высокая эффективность процессов изомериации зпаключается в том, что в качестве сырья используются низкооктановые компоненты нефти – фракции н.к.-62 °С и рафинаты каталитического риформинга, содержащие в основном н-пентан и н-гексан. Это сырье (а также фракции С5 и С6, получаемые с ГФУ) изомеризуется в среде водорода в присутствии бифункциональных катализаторов.
Нормальный пентан, который характеризуется октановым числом 62 (ИОЧ), превращается в изопентан, ИОЧ которого 92. В случае гексана изменение ИОЧ в результате изомеризации еще более значительно от 25 до, примерно, 75. Стандартная смесь, содержащая нормальные и изо-пентаны и гексаны, облагораживается в этом процессе (ИОЧ меняется от 73 до 91) [11].
Процессы изомеризации парафиновых углеводородов играют значительную роль в нефтеперерабатывающей и нефтехимической промышленности. Наличие установки изомеризации на НПЗ позволяет увеличить долю высокооктановых бензинов с 60 до 86%. Лёгкий изомеризат с экологической точки зрения гораздо менее вреден, чем ароматика и различного рода присадки, повышающие детонационную стойкость. Также наличие лёгких фракций в автобензинах определяет стабильную работу двигателей внутреннего сгорания на стадии пуска особенно при пониженных температурах в зимних условиях эксплуатации.
Высокие детонационная стойкость и испаряемость продуктов изомеризации углеводородов С5 и С6 обусловливают их исключительную ценность в качестве низкокипящих высокооктановых компонентов неэтилированных автобензинов.
В настоящее время в России и за рубежом работает более 100 установок изомеризации парафиновых углеводородов с использованием различных бифункциональных катализаторов. В последние годы изомеризация легких бензиновых фракций становится по существу стратегическим «бензиновым» процессом, обеспечивающим октановые характеристики суммарного бензинового фонда [12].
Ввод в эксплуатацию установки изомеризации одновременно решает следующие задачи:
- снижение доли автомобильного бензина с низким октановым числом в «бензиновом пуле» с 41,7 до 9,8% масс.;
- снижение содержания бензола в тяжелом риформате до 1 % масс.;
- производство стабильного изомеризата с ОЧ=86 пунктов и использование его в качестве компонента автомобильных бензинов с улучшенными характеристиками;
- организация производства экологически чистых автобензинов по нормам Евро-4 и Евро-5 в объеме 90,2 % масс. [13].
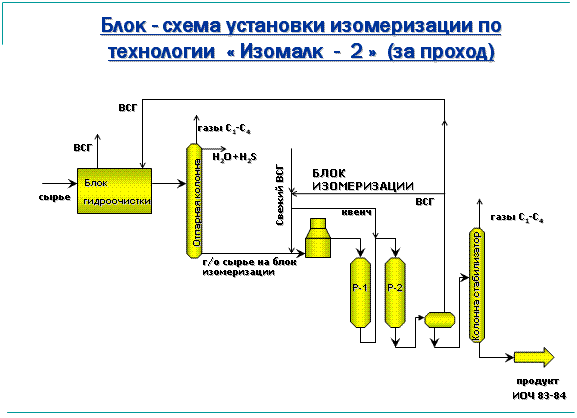
Рисунок 2.1 – Схема установки изомеризации «за проход»