

ной мощности источника и является одним из самых эффективных источников энергии для сварки.
Нагрев обрабатываемого материала электронным пучком осуществляется в результате выделения тепловой энергии в поверхностных слоях вещества и дальнейшей теплопередачи ее во внутренние слои. Высокая интенсивность ввода энергии в вещество при электронно-лучевой обработке приводит к развитию значительных поверхностных температур, уровень которых может превышать точку кипения даже самых тугоплавких материалов.
3.1.4. Применение электронно-лучевых процессов при сварке
Электронно-лучевая сварка является одним из самых распространенных технологических применений электронного пучка. Поскольку сварка — процесс, связанный с локальным плавлением и последующей кристаллизацией расплавленного металла, ширина зоны расплавленного металла имеет при сварке важное значение. Кристаллизация металла в сварочной ванне в значительной мере определяет свойства металла шва и изменение ширины зоны проплавления при сварке становится важным фактором воздействия на свойства сварного соединения. Кроме того, от объема расплавленного металла зависят деформации и напряжения, возникающие после сварки в сварных конструкциях, что также требует регулирования объема сварочной ванны.
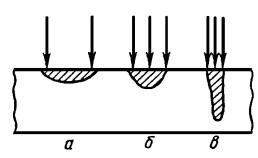
Сварка электронным пучком позволяет, при- |
|
|
|
|
меняя фокусировку изменять ширину свароч- |
|
|
|
|
ной ванны. Как следует из рис. 3.2, а, б. при |
|
|
|
|
относительно небольших плотностях мощ- |
|
|
|
|
ности электронного пучка (102…103 Вт/см2) |
|
|
|
|
форма проплавления имеет такой же харак- |
|
|
|
|
тер, как для традиционных процессов газовой |
|
|
|
|
и дуговой сварки. По мере увеличения плот- |
|
|
|
|
ности мощности электронного луча (105…106 |
Рис. 3.2. Изменение характера |
|||
2 |
|
|||
Вт/см |
) наряду с процессами плавления начи- |
проплавления |
при |
увеличении |
нается интенсивное испарение металла с по- |
плотности мощности электронного |
|||
верхности сварочной ванны. Это приводит к |
пучка: |
|
|
|
деформации жидкого металла под действием |
а – минимальная плотность мощно- |
|||
реакции паров, углублению сварочной ванны и |
сти; б – средняя плотность мощно- |
|||
сти; в – большая плотность мощно- |
||||
получению швов с глубоким проплавлением |
сти, при которой наблюдается за- |
|||
при соотношении глубины шва к его ширине |
метное испарение металла |
|||
до 10:1 и более (рис. 3.2, в). По чисто внешним признакам такое проплавление часто называют кинжальным; швы с кинжальным проплавлением дают ряд преимуществ по сравнению со сварными швами традиционной формы (полусферической). Кинжальное проплавление дает возможность за один проход сварить без разделки кромок детали толщиной до 50…100 мм, в то время как при дуговой сварке для этой цели необходима разделка кромок и несколько десятков проходов. Глубокое проплавление позволяет получать сварные соединения принципиально новой формы, не доступные для других способов сварки плавлением.
103