

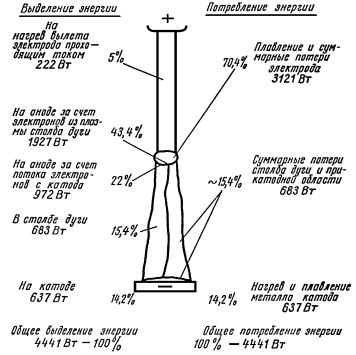
Баланс энергии в вакуумной дуге (рис. 2.53), показывает, что часть энергии на анод приносится непосредственно с катода. Вследствие интенсивного вы-
деления теплоты на электроде-аноде коэффициент наплавки растет до 35-40 г/(А·ч). Это почти в 2 раза больше, чем при сварке под флюсом. Стоимость сварки в вакууме оказывается в ряде случаев ниже, чем в контролируемой атмосфере, а качество шва достаточно высокое.
2.11.Сварочные дуги с неплавящимся электродом
Вкачестве неплавящихся электродов для сварочных процессов применяют главным образом вольфрамовые, значительно реже — угольные (графитовые) и охлаждаемые медные электроды. Наибольшее распространение получила сварка вольфрамовым (W) электродом в среде аргона, гелия и их смеси.
Вольфрам, нагреваясь от дуги до температур, близких к температуре плавления, становится весьма восприимчивым к действию активных газов. Поэтому в целях экономии электродов и для обеспечения стабилизации процесса обычно при сварке W-электродом используют инертные газы с содержанием кислорода не более 0,001
%объемной доли.
Рис. 2.53. Баланс энергии вакуумной дуги «сталь-сталь»: I = 170 А,
Uд = 26 В, v = 20 м/ч, dэ = 2,0 мм, lд = 20 мм, Е = 0,2 В/мм, αр = 40 г/(А·ч)
2.11.1. Аргонодуговая сварка W-электродом
Аргонодуговая сварка W-электродом широко применяется для сварки ответственных конструкций из коррозионно-стойких сталей, цветных металлов, алюминиевых и других сплавов. Сварку обычно ведут на постоянном токе прямой полярности (исключая сварку алюминия), от источника с крутопадающей характеристикой.
Как уже отмечалось, W-дуги могут быть с катодным пятном и без катодного пятна (так называемые нормальные дуги). Несмотря на различие механизмов катодного процесса (значительная доля электростатической эмиссии в дугах с катодным пят-
87
ном), статические характеристики и тепловые балансы обеих дуг весьма сходны. Нормальная дуга всегда может быть получена на полукруглом катоде из чистого вольфрама. При нагреве электрода дуга с катодным пятном может сама перейти в нормальную термоэмиссионную дугу.
Образованию пятна на катоде способствуют введение добавки тория, иттрия или лантана к вольфраму (обычно до 1…2%), лучший теплоотвод (меньший вылет) электрода и более острая заточка его рабочего конца. Поверхность торированного, иттрированного или лантанированного вольфрама, имеющего по сравнению с чистым W пониженную температуру, практически не оплавляется в широком диапазоне токов (100…400 А). Коническая вершина электрода сохраняет свою форму, что обеспечивает сжатие дуги у катода.
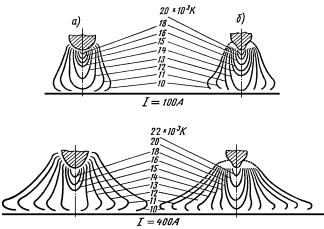
Дуга с пятном имеет несколько повышенное (примерно на 10%) напряжение (катодное и общее) и большую на 10-20%, температуру столба (рис. 2.54).
Рис. 2.54. Изотермы W-дуги в аргоне для разных значений тока: а – для нормальной дуги; б – для дуги с катодным пятном
Температура катода в дуге с пятном ниже температуры поверхности электрода нормальной W-дуги, где катодное пятно занимает всю сферическую поверхность электродного стержня.
2.11.2. W-дуга в гелии
По теплофизическим свойствам гелий существенно отличается от аргона. Он имеет высокий потенциал ионизации (24,6 вместо 15,7 эВ) и в 10…15 раз большую теплопроводность при температурах плазмы. Кроме того, он легче аргона примерно в 10 раз. Достаточно высокая для существования дуги ионизация аргона при n ≈ 1017 ионов/см3 наступает примерно при 16000 К, в то время как для гелия — при 25000 К. Все эти особенности существенно влияют на свойства W-дуги в гелии. Например, добавление к аргону гелия постепенно превращает конусную дугу в сферическую (рис. 2.55, а). Пинч-эффект в гелиевой плазме практически не имеет места до весьма больших плотностей тока, так как значительная теплопроводность гелия дает низкий температурный градиент по радиусу столба и весьма высокое внутреннее давление р
= nkT.
Высокая средняя электрическая напряженность Е в плазме гелия, достигающая 2 В/мм против 0,8-1,2 В/мм в аргоне, обусловливает высокое напряжение на дуге
(рис. 2.55, б).
88
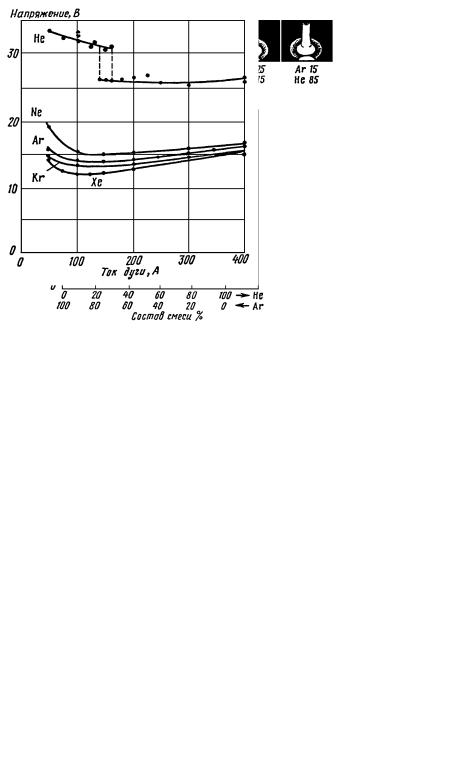
Вольт-амперные характеристики W-дуги в гелии и других инертных газах (аргоне, неоне, криптоне, ксеноне) представлены на рис.2.56. Скачок характеристики для гелия при 150 А связан, видимо, с переходом от дуги в парах титанового анода к дуге в ионизированном гелии.
Рис.2.55. Изменение формы плазменного столба W-дуги (а) и напряженности электрического поля (б) в зависимости от состава смеси аргона и гелия (ток 100 А)
2.11.3. Баланс энергии W-дуги
Уникальность W-дуги среди газовых разрядов обусловлена тем, что они могут гореть при напряжениях меньших, чем потенциал ионизации проводящего газа.
Низкое напряжение ни в коем случае |
|
не обусловлено наличием в столбе метал- |
|
лических паров от электродов. Эта дуга |
|
при Uд ≈ 9…11 В может гореть, например, |
|
в потоке аргона, имеющем потенциал ио- |
|
низации 15,7 В и минимальный потенциал |
|
возбуждения 11,5 В. |
|
В столбе дуги спектроскопически не |
|
обнаруживается каких-либо металличе- |
|
ских паров. Очевидно, в этом случае бла- |
|
годаря высокой температуре происходит |
|
интенсивная термоионизация. |
|
Выше было показано, что при малых |
|
мощностях значительная доля энергии (до |
|
40%) может выделяться на катоде и лишь |
Рис. 2.56. Вольт-амперные характери- |
20-30% — на аноде. Это связано с тем, |
стики W-дуги в среде Не, Ne, Ar, Kr, |
|
Xe (анод титановый) |
что температура катода низка и на эмиссию требуется большая затрата мощности источника.
89

С увеличением тока доля катодной теплоты уменьшается обычно до 25% и даже до 8-12%, а анодной достигает 80-85% общей мощности дуги.
Расход W-электрода при сварке может значительно увеличиться при слишком большом токе или подключении его на обратную полярность, а также при недостаточной защите eго инертным газом или возбуждении дуги касанием. Допускаемые плотности тока для W-электродов выше на постоянном токе прямой полярности (20…30 А/мм2), примерно в 2 раза ниже на переменном токе и еще ниже (в 3…8 раз) — при сварке на постоянном токе обратной полярности.
Для электродов в гелии допустима меньшая плотность тока, так как температура гелиевой плазмы выше, чем плазмы аргона и теплопередача на катод больше. С увеличением диаметра W-электродов допустимая плотность тока уменьшается примерно в обратной пропорциональности.
2.11.4. Дуга с полым неплавящимся катодом в вакууме
Дуговой разряд с полым катодом (ДРПК) в вакууме применяется для сварки ответственных изделий из химически-активных металлов и сплавов. Сварка ведется на прямой полярности, от источника с крутопадающей внешней характеристикой. Процесс сварки осуществляется стабильно в диапазоне давления в камере от 1 до 1 10-2 Па при подаче через полость катода аргона 1-2 мг/c (2-4 л/ч). Согласно классификации дуговых режимов работы ДРПК, используемый для сварочных процессов (рис 2.57), относится к так называемому нормальному режиму (I ≥ 10 А, подача аргона через полость катода G ≥ 0,05 мг/с, давление в камере pк ≤ 10 Па).
Рис. 2.57. Зависимость формы вольт-амперных характеристик ДРПК от длины дугового промежутка(dк = 0,4 см, G
= 1,2 мг/с): 1 – l = 0,8 см; 2 - l = 2 см; 3 - l = 4 см
Рис. 2.58. Распределение температуры по длине полого катода, работающего в нормальном режиме
Характерная особенность нормального режима - значительное проникание плазмы разряда в полость катода и немонотонное распределение температуры по длине катода (рис.2.58) с максимумом, расположенным на некотором расстоянии от выходного торца катода. Участок вблизи максимума температуры нагрева полого катода принято называть активной зоной (A3).
Наблюдения за положением АЗ показали, что в случае изменения какого-либо из параметров режима ДРПК происходит увеличение статического давления р∞ перед
90