

что подтверждает приемлемость каналовой модели.
2.5.2. Температура дуги
Применяя далее уравнение (2.31) j = neeve, определяя концентрацию электронов
ne из уравнения Саха (2.50), (2.51), |
как ne = χn, а также используя принцип минимума |
Штеенбека, К.К.Хренов получил для температуры в столбе дуги |
|
Tст ≈ 800Uэф |
(2.63) |
где Uэф — эффективный потенциал ионизации в плазме.
Опыт показал, что уравнение (2.63) справедливо для ручной дуговой сварки
плавящимся электродом, а для сварки под флюсом имеет вид |
|
Tст ≈ 1100Uэф |
(2.64) |
По длине столба температура принимается постоянной.
Для W-дуг (вольфрамовых), горящих в газовой среде (Аr, Не), при приближенной
оценке средней температуры в центре столба можно принять |
|
Tст ≈ 1000Uэф , |
(2.65) |
что в аргоне дает Т = 16000 К, а в гелии Т = 25000 К. Это близко к опытным данным и соответствует тому факту, что основной плазмообразующий газ в W-дугах — это обычно защитный газ, а не пары металла.
2.5.3. Влияние газовой среды
Для сварки находят применение дуги с плавящимся и неплавящимся электродами, горящие в среде или в струе защитных газов Аr, Не, СО2 и др. Эти газы влияют на состав плазмы столба и, следовательно, на ее параметры Uэф, Qе от которых зависят температура плазмы столба, напряженность и плотность тока в нем. При малых скоростях и ламинарном течении струи газов вносимые ею изменения незначительны. Например, для сварки плавящимся электродом свойства столба при атмосферном давлении могут быть определены потоками паров электродов и мало зависят от состава защитной атмосферы. Тогда в расчет вводятся константы Uо, Qе для паров электродов. Опыты Г.И.Лескова показали, что обдувание Ме-дуги при I =200 А струей аргона, углекислого газа или воздуха при малой скорости течения (около 1 м/с) практически не изменило ее характеристики. Однако в вакууме и в парах воды Е меняется значительно (от 2 В/см в первом случае до 80 В/см во втором).
Для сварки неплавящимся электродом (W, С и др.) состав плазмы столба определяется в основном защитными газами. Например, аргон, для которого Ui = 15,7 В, a Qe = 2,5·10-20 м2, снижает напряженность поля Е в столбе и увеличивает плотность тока. Наоборот, гелий, водород (соответственно Qe = 5·10-22 и Qe = 130·10-22 м2) увеличивают Е и снижают j. Следует учесть также, что гелий и водород имеют высокую теплопроводность, способствующую росту напряженности Е в столбе дуги.
2.6. Приэлектродные области дугового разряда
Возможность эффективного использования выделяющейся в дуговом разряде мощности для нагрева и плавления металлов (электродов) предопределила широкое
54
использование ее в сварочной технике. Основная доля этой мощности, нагревающая и плавящая электроды, передается им из приэлектродных областей.
Приэлектродные области дугового разряда — катодная и анодная — представляют собой переходные зоны между твердыми (или жидкими) поверхностями электродов и плазмой разряда. Отличительные черты переходной зоны (приэлектродного слоя) - сильная неравновесность плазмы и наличие большого градиента потенциала. Основная роль приэлектродных процессов – перенос тока через границы, разделяющую плазму столба и электроды (катод, анод). Поскольку процессы в катодной и анодной областях существенно различны, они требуют самостоятельного рассмотрения.
Приведем основные положения теории эмиссии чистых металлов и реальных катодов, встречающихся на практике при дуговой сварке и электронно-лучевой обработке материалов.
2.6.1. Эмиссионные процессы на поверхности твердых тел
Известны следующие виды эмиссии электронов твердыми телами: термоэлек-
тронная; автоэлектронная (или электростатическая); фотоэлектронная (или внешний фотоэффект); вторичная электронная, возникающая при бомбардировке твердого тела тяжелыми частицами (атомами, ионами) или потоком первичных электронов.
Существует еще так называемая взрывная эмиссия. Она возникает при импульсном пробое вакуумного промежутка с сильно заостренным катодом, когда при резком возрастании тока кончик острия взрывается с последующим выбросом из него плазменного сгустка – катодного факела. В сварочных дугах превалируют процессы термо- и автоэлектронной эмиссии.
Термоэлектронная эмиссия. При достаточно высокой температуре все металлы испускают электроны, число которых быстро возрастает с повышением температуры. Механизм этого явления заключается в следующем.
Электроны проводимости свободно перемещаются по всему объему металла, но не могут выходить за его пределы. Этому препятствует электрическое поле, действующее в узкой зоне, которую называют поверхностным потенциальным барьером или просто барьером.
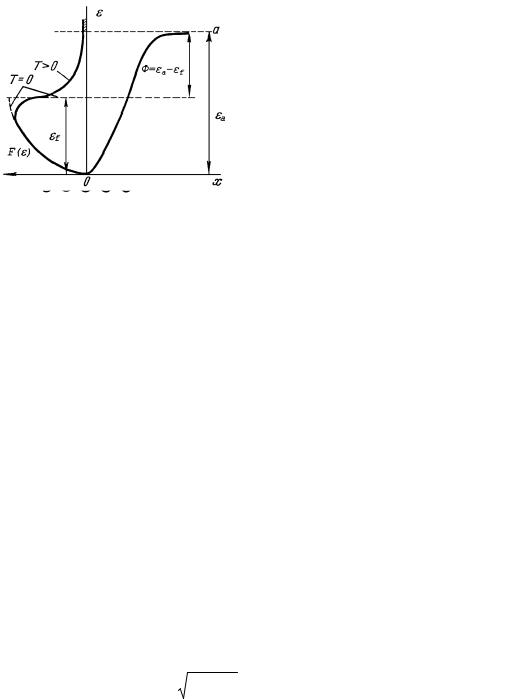
Потенциал U вдоль линии АВ внутри металла (рис. 2.20) должен быть выше потенциала окружающего пространства, где U=0, на величину φ; в теории металлов часто этот внутренний потенциал считают постоянным. В действительности же он периодически возрастает вблизи ионов кристаллической решетки металла.
Форма и высота барьера могут быть определены при вычислении работы, необходимой для удаления электрона из металла.
При низких температурах термоэлектронная эмиссия неизмеримо мала, отсюда следует, что для всех металлов εа >> εf. Это видно на рис. 2.21 слева, где дана кривая F(ε) распределения электронов по энергиям при T ≠0 К. Напомним, что εf — энергия Ферми. Энергией, достаточной для эмиссии, обладают только электроны, число которых изображается небольшой площадью выше уровня εa (заштрихованный участок). Таких электронов будет ничтожно мало при достаточно большом значении разности εa – εf и не очень высокой температуре.
55
Величина
(2.66)
равная наименьшей энергии, которую нужно сообщить электронам, имеющим максимальные скорости при Т = 0 К, для того чтобы они могли преодолеть поверхно-
стный барьер, называется эффективной работой выхода или просто работой выхода. От температуры Ф зависит незначительно. Заметим, что часто работой выхода называют величину
φ = Ф/е, [В] |
(2.67) |
Рис. 2.20. К определению внутреннего потенциала решетки: а – расположение ионов в одной из атомных плоскостей металлического кристалла (схематическое); б – распределение потенциала вдоль линии АВ, параллельной одной из атомных цепочек, в предположении, что потенциал внутри металлического кристалла постоянен; в – характер истинного распределения потенциала вдоль линии АВ
Рис. 2.21. Сопоставление потенциального барьера с кривой распределения электронов по энергиям. Масштаб «хвоста» распределения Ферми вытянут по вертикали
Значения φ представляют собой периодическую функцию атомного номера элемента и примерно в 2 раза меньше потенциала ионизации того же вещества (рис. 2.22).
Щелочные металлы из-за низких сил межатомной связи имеют минимальную работу выхода в каждом периоде.
Формула Ричардсона — Дешмана. Плотность термоэмиссионного тока. Если число электронов, выходящих из эмиттера через выбранный участок поверхности за
единицу времени, равно NТЭ, то плотность термоэмиссионного тока |
|
j = eNТЭ . |
(2.68) |
Если εa — высота потенциального барьера металла и ось x направлена перпендикулярно его поверхности, то эмитированными будут электроны, для которых
mv2/2 >> εa, а vx ≥ 2ε |
a |
/ m |
|
|
56
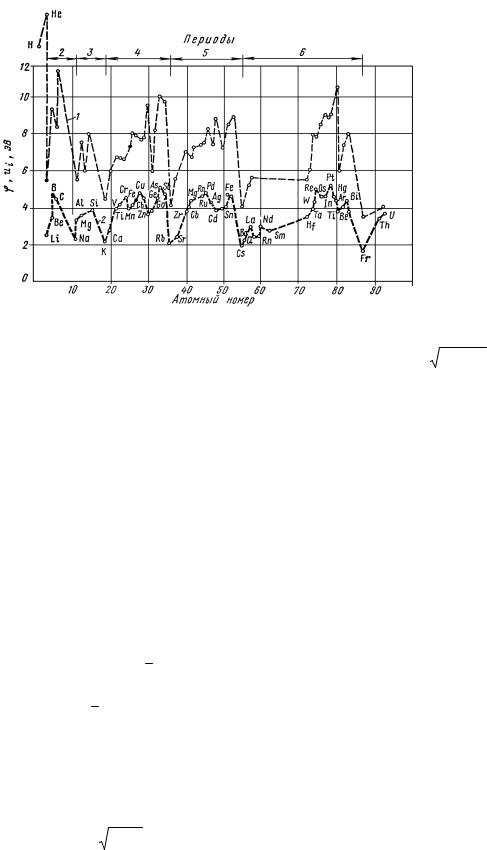
Рис. 2.22. Значения потенциала ионизации 1 и работы выхода 2 различных элементов в зависимости от их атомного номера
Значит, для вычисления NТЭ нужно проинтегрировать в пределах от 2εа / m до ∞ выражение для числа электронов, имеющих скорость от vx до vx +dvx. Расчет на основании квантовых представлений о распределении электронов в металле согласно статистике Ферми-Дирака дает выражение, известное как формула Ричардсона — Дешмана:
jтэ = A0T |
2 |
eϕ |
|
||
|
exp |
|
. |
(2.69) |
|
|
|
||||
|
|
kT |
|
||
где универсальная постоянная для всех металлов
A0 = 4π m k2 e/h3 = 120 A/(см2·К2).
В общем случае следует учесть, что часть электронов, подходящих к поверхности, может отражаться от нее. Тогда с учетом так называемого квантомеханического коэффициента отражения ґ константа А = A0(1-ґ). Например для вольфрама А ≈ 75 A/(см2·К2), тантала - А ≈ 60 A/(см2·К2).
Эмитированные электроны имеют максвелловское распределение. Среднее значение их полной энергии ε = 2kT , поэтому начальные скорости термоэлектронов невелики. Например, для температуры катода Т = 3000 К, что соответствует температуре кипения железа, ε = 2kT ≈ 0,50 эВ.
Влияние ускоряющего поля. Формула Ричардсона-Дешмана получена в предположении отсутствия электрического поля на эмитирующей поверхности. В случае же дугового разряда у поверхности катода за счет пространственного заряда созда-
ется сильное электрическое поле Ек, которое будет |
приводить к снижению высоты |
потенциального барьера и снижению работы выхода (Эффект Шоттки) на |
|
(eφ) = e3 Eк . |
(2.70) |
Эффект Шоттки становится существенным при электрической напряженности 106 ≥ Ек ≥ 104 В/см и выражение для тока автотермоэмиссии запишется (выражение Ричардсона-Шоттки) как
57
jат |
= AT 2 |
|
e(ϕ − eE |
|
(2.71) |
exp − |
kT |
к , |
|||
|
|
|
|
|
|
|
|
|
|
|
|
или jат = jтэ exp[3,8 10−4 Eк /(kT )] = jтэexp(4,39 Eк Т) |
(2.72) |
||||
В условиях сварочной дуги электроны, эмитированные катодом, встречают нейтральные атомы столба дуги и ионизируют их на пути своего пробега. При этом создается положительный пространственный заряд ионов, который увеличивает напряженность ускоряющего поля перед катодом.
Пример.2.6. Найти отношение плотностей тока термоавтоэлектронной |
|||
эмиссии к термоэлектронной эмиссии, если Uк ≈10…20 В, (ширину катод- |
|||
ной зоны принять d |
x |
≈ A ≈10−3 см). |
|
|
e |
|
|
Решение. Напряженность поля (считая Ек = const) при грубой |
|||
оценке будет: 20/10-3 ≈ 2·104 |
В/см. Принимая температуру катода |
||
Т = 3000 К, что близко к Ткип |
железа, получим |
||
|
|
4,39 Eк / T ≈ 0,3; yат / yтэ = е0,3 ≈1,3. |
|
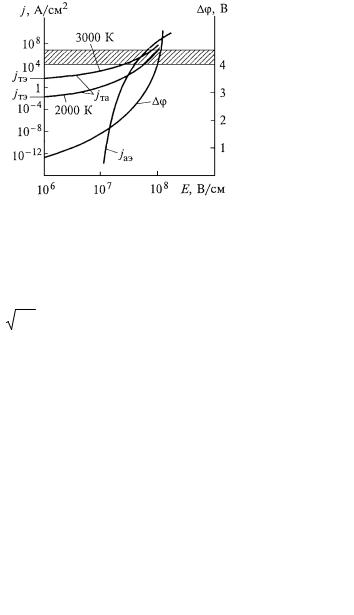
В действительности Ек распределено у катода неравномерно и, по Маккоуну, еще зависит от доли ионного тока и jтэ. И поэтому, вероятно, может достигать 106…108 В/см, что дает увеличение jат/ jтэ до 103…104 (рис. 2.23). Шероховатость поверхности катода может также значительно изменить отношение jат/ jтэ.
Автоэлектронная эмиссия. На хо-
лодных катодах при очень сильных электрических полях напряженностью Ек около 5·107-108 В/см наблюдается электронная эмиссия, быстро возрастающая с увеличением Е, а также с появлением поверхностных дефектов, имеющих заострения и шероховатости. В этих условиях электроны проходят сквозь узкий барьер непосредственно с уровня Ферми и ниже без затраты энергии. Эти переходы носят название туннельных и объясняются волновыми свойствами электронов. Длина волны Λe равна
Λe = h /(mυ). |
(2.73) |
Рис. 2.23. Зависимость плотности термоавтоэлектронного тока jта для катода - вольфрама от электрической напряженности поля у катода с учетом эффекта Шоттки (заштрихована область реальных плотностей тока в сварочных дугах): Δφ
– изменение работы выхода; jаэ – автоэлектронная эмиссия
Связь между плотностью тока автоэлектронной эмиссии jаэ, А/см2, и напряженностью электрического поля, В/см, может быть определена по формуле Фаулера — Нордгейма
|
Ек |
|
|
|
7 ϕ |
3 / 2 |
|
|
||
|
|
−6,8 |
10 |
|
|
|
|
|||
|
|
|
|
|
|
|
||||
jаэ = 1,54·10-6 ϕ |
|
Е |
|
(2.74) |
||||||
exp |
|
|
. |
|||||||
|
|
|
|
|
|
|
|
к |
|
|
Фотоэмиссия. При поглощении эмиттером светового излучения могут появиться электроны настолько большой энергии, что некоторые из них преодолевают барьер и оказываются эмитированными. Это явление известно под названием внешнего фотоэффекта.
58