

книги из ГПНТБ / Сбитнев А.С. Проволочные сетки и ленты
.pdf
Стол представляет собой сварную металлическую конструк цию длиной 9 м, шириной 3 м и высотой 0,8 м.
На продольных боковых трубах стола в зацеплении зубчатых реек с шестернями установлена на роликах загрузочная каретка, которая перемещается вдоль стола при вращении маховика. Ка ретка имеет кулачковый вал с зажимами, которыми закрепляют ся прутки.
П р а в и л ь н о-о т р е з н о й с т а н о к у загрузочного стола служит для правки проволоки и резки ее на прутки мерной дли ны. Он состоит из литой станины, на которой смонтированы электродвигатель, входные и выходные ролики, правильный ба рабан, отрезной механизм — рычажные ножницы и направляю щее устройство (приемный стол прутков).
С помощью роликов проволока подается через вращающуюся рамку барабана, где посредством эксцентрично расположенных сухарей она изгибается, благодаря чему и достигается ее прав ка. Проволока поступает в станок с вращающейся фигурки.
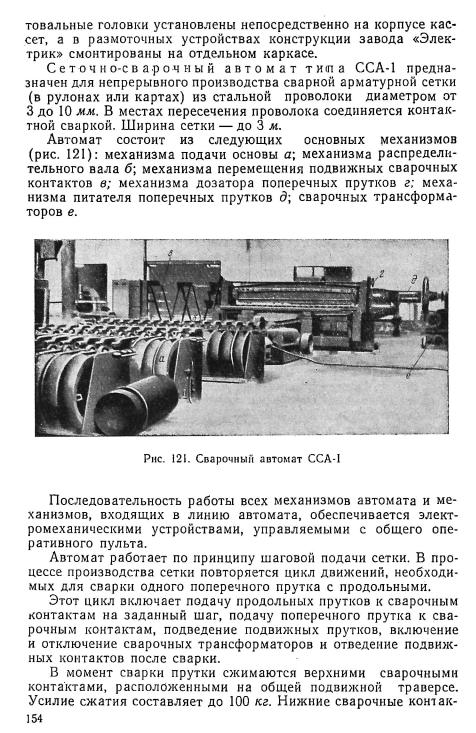
С е т о ч н о-с в а р о ч н ы е п о л у а в т о м а т ы С С П пред назначены для производства сварной арматурной сетки в картах из круглых стальных прутков диаметром от 3 до 10 мм. Заправ ка в полуавтомат продольных и поперечных прутков производит ся вручную. Продольные и поперечные прутки сетки соединяют ся контактной сваркой крестообразно, внахлестку.
Процесс сварки происходит автоматически с помощью элек тромеханических и пневматических устройств, управляемых об щим распределительным механизмом.
Ширина сетки между осями крайних прутков может состав лять до 2,7 м и длина — до 9 ж.
Полуавтомат состоит из:
а) распределительного механизма с электродвигателем мощ ностью 0,7 кет;
б) верхней траверсы с поршнями, на штоках которых кре пятся верхние подвижные контакты;
в) нижних неподвижных контактов, укрепленных на нижней траверсе;
г) сварочных трансформаторов с токоведущими шинами; д) воздушного коллектора, из которого воздух подается и
распределяется по цилиндрам с поршнями верхней траверсы; е) электромагнитов;
ж) каретки сетки, с помощью которой сетка подвигается вручную на шаг (размер одной ячейки);
з) бункера для поперечных прутков.
Кроме того, полуавтомат имеет отдельно смонтированный шкаф управления.
Распределительный механизм полуавтомата управляет всеми автоматическими процессами сварки сетки. После нажатия пе дали поперечный пруток сбрасывается на продольные направ ляющие в зазор между верхними и нижними электродами; вклю
151
чаются электромагниты, которыми фиксируется положение по перечного прутка. относительно контактов; включается подача воздуха в цилиндры верхних контактов, которые опускаются и сжимают пересечения прутков на заданный срок; включается, подача сварочного тока через контроллер и электрическую цепь; отключается сварочный ток, выдерживается время проковки, отключается воздух, благодаря чему поднимаются пружины верхних контактов и происходит выхлоп отработанного воздуха. Далее, вручную кареткой карту передвигают на шаг; и цикл сно ва повторяется.
Распределительный механизм имеет девять скоростей. Ход поршня контакта составляет 30 мм. Контакты и трансформаторы охлаждаются водой.
На полуавтоматах типа ССП №■ 1—4 изготовляют сетку с шагом поперечных прутков от 50 до 400 мм из проволоки диа метром 3—10 мм при наибольшей ширине сетки 2700 мм, длине 9000 мм и давлении сжатого воздуха 8—12 ат. Некоторые харак теристики автоматов приведены в табл. 44.
Таблица 44
|
|
|
Число |
Мощность |
Напряже |
Производи |
Тип и номер |
Число |
Шаг |
тельность |
|||
сварочных |
сварочных |
ние па |
при ширине- |
|||
автомата |
контактов контактов |
трансфор |
трансформа |
контактах |
сетки |
|
|
|
мм |
маторов |
торов, ке т |
в |
2700 мм. |
|
|
|
|
|
|
м г/ч а с |
ССП Jvfo I |
37 |
7 5 |
3 |
2°5 |
4 5 |
50—120 |
ССП № 2 |
55 |
50 |
3 |
285 |
5 5 |
50—120- |
ССП № 3 |
37 |
75 |
6 |
50 |
2; 2,8; 4 |
50—120 |
ССП № 4 |
55 |
75 |
3 |
285 |
5,5 |
50—120 |
Г и л ь о т и н н ы е |
н о ж н и ц ы |
служат для обрезки негаба |
||||
ритных концов сетки. Ширина реза ножниц 3150 мм, толщина разрезаемого листа 6,3 мм, т. е. мощность достаточна для резки сетки с прутками диаметром 10 мм. В минуту ножницы делают
25резов.
Ножницы смонтированы на чугунной литой станине, в на
правляющих которой свободно перемещается ползун с верхним ножом; нижний нож закреплен неподвижно. Для фиксирования положения сетки верхний нож имеет пружинный прижим. Нож ницы приводятся в движение электродвигателем через клиноре менную передачу, пару зубчатых цилиндрических-колес и фрик ционный конус.
П р и е м н ы й с т о л для готовой сетки в картах представля ет собой сварную металлическую конструкцию длиной 9 м, ши риной 3 ж и высотой 0,8 м и служит для приемки готовых карт сетки.
152
Автоматы типа CCA или АТМС состоят из следующих агре
гатных установок: |
устройства; |
|
а) |
размоточного |
|
. б) рихтовальных головок; |
||
в) собственно сварочного автомата; |
||
г) |
гильотинных ножниц; |
|
д) |
направляющего устройства; |
|
е) сетконамоточного аппарата. |
||
Р а з м о т о ч н о е |
у с т р о й с т в о представляет собой метал |
|
лическую конструкцию, состоящую из кассет или гребенок, в ко торые вставляются катушки с проволокой, служащей для основы сетки. В линиях автоматов установлены размоточные устройст ва трех видов.
Размоточное устройство автомата типа ССА состоит из четы рех секций, в каждой из которых находится 16 кассет для кату шек емкостью по 140 кг каждая. Таким образом, в размоточ ное устройство можно одновременно вставить 64 катушки с про волокой. Катушки в кассетах опираются ребордами на вращаю щиеся ролики и на них вращаются при разматывании проволо ки. Для намотки катушек служит специальный правильно-намо точный станок для двух шпуль. Перед правильно-намоточным станком установлены два размоточных приспособления, в кото рые вставляют две катушки с проволокой. Поступая с катушек емкостью в 1 т и разматываясь, проволока проходит рихтоваль ные барабаны, где правится и наматывается на катушки емко стью 140 кг. После наполнения проволокой катушки снимают и устанавливают в кассеты размоточного устройства автомата.
Для автоматов АТМС-14Х75Х2 (4-й выпуск) с 54 катушка ми установлены размоточные устройства конструкции завода «Электрик»- Емкость каждой катушки — до 200 кг.
Проволока наматывается на барабаны на специальном пе ремоточном станке.
Для автоматов АТМС-14Х75Х2 с 28 контактами установлены размоточные устройства конструкции Гипрометиза с 28 катуш ками емкостью, по 1 т. Размоточное устройство представляет со бой 28 кассет с роликами, на которые ребордами опираются ка тушки. Так как ролики имеют подшипники, то катушки и роли ки при разматывании проволоки вращаются навстречу друг дру гу. Проволока для размоточных устройств конструкции Гипро метиза наматывается на катушки намоточными аппаратами, ус тановленными у волочильных станков.
Для правки проволоки при размотке ее с катушек и с бараба нов размоточных устройств автоматов установлены рихтоваль ные головки, между роликами которых проходит проволока, по ступающая в автомат.
Р и х т о в а л ь н а я г о л о в к а — это литой корпус, в котором смонтированы пять свободно вращающихся роликов с канавка ми. В размоточных устройствах конструкции Гипрометиза рих-
153.
ты представляют собой общую шину и в процессе сварки полу чают ток от семи трансформаторов.
Контакты и трансформаторы охлаждаются водой.
А в т о м а т |
т и н а АТМС-14 X 75 X 2 |
предназначен для |
электрической |
контактной многоточечной |
сварки арматурных |
сеток, состоящих из продольных и поперечных проволок диамет ром от 3 до 10 мм из холоднотянутой стали.
Ширина выпускаемой сетки между осями крайних продоль ных проволок составляет 2650 мм.
Автомат работает по принципу шаговой подачи сетки. При каждом цикле работы автомата в определенной последователь ности выполняются следующие операции:
1)захват из бункера одного поперечного прутка и подача его
вприемное устройство;
2)подача поперечного прутка в зазор между верхними и ниж ними электродами;
3)сварка поперечного прутка со всеми продольными прово
локами в местах пересечений;
4)перемещение сетки на заданный шаг, равный расстоянию между поперечными прутками (в зависимости от типоразмера сетки);
5)отсчет числа шагов и подача команды для отрезки сетки заданной длины.
Автомат состоит из следующих частей, механизмов и систем:
1)бункера для поперечных прутков;
2)механизма захвата и подачи поперечных прутков;
3)верхних неподвижных электродов;
4)нижних подвижных электродов;
5)каретки подачи сетки;
6)14 сварочных автоматов;
7)пневмогидравлической системы;
8)системы водяного охлаждения трансформаторов;
9)оперативного пульта управления;
10)отдельно установленных двух шкафов электрического управления.
Характеристики автоматов ССА-1 и АТМС-14Х75Х2 приве дены в табл. 45.
Г и л ь о т и н н ы е н о ж н и ц ы в линиях автоматов одно типны.
В линиях автоматов АТМС-14Х75Х2 между ножницами и сет
конамоточными |
аппаратами установлены н а п р а в л я ю щ и е |
у с т р о й с т в а . |
Они ограничивают смещение сетки в горизон |
тальном направлении при намотке ее на барабан сетконамоточ ного аппарата. Направляющие устройства представляют собой каркас с двумя парами полозьев, между которыми проходит сет ка. Верхние полозья могут подниматься и опускаться с помощью специального рычага. Сетконамоточный аппарат состоит из ба рабана, приводного шагового механизма, отводной тележки, от
155
Таблица 45
O D h l t n |
100—500 |
240 |
240 |
Ч 1 Э О Н Ч 1 Г Э 1 |
|
|
|
-Htfoaeiiodij |
|
|
|
|
i |
ОТ |
от |
9 |
Ю |
||
хвхявхнои вн |
I |
I |
|
эннэжис1и&и |
|
со |
со |
ШРУ'вс1ох -вмиофэнвс1х qxjoirtnow
godoxBwdo(j)D •iibdx xNHhod
• B S D O l f D H h
г»/ ‘ r a t f
-odxHdire вн SHiidiraeff
h i d ‘вхЛЯеоа
O J O X O K O
SHHdiraBt/
W W *HH
•хээ BHHdnm
КВШЧ1ГОуНСН
|
|
W W |
Hxoiroaodu |
||
dxdWBH^ |
||
поперечного |
прутка |
мм |
Шаг |
|
|
Шаг |
электрода |
мм |
Число электро дов |
||
|
Тип автомата |
|
25 |
75 |
75 |
7 |
14 |
14 |
ОО О
ОО О
— ■ ю ю
|
5.5 |
|
5.5 |
3000 |
2650 |
|
2650 |
О О О |
7 |
||
7 |
1 |
||
со |
со |
|
со |
50—400 кратно 50) |
100—300 |
(кратно 50) |
|
( |
|
|
|
|
1 |
> |
|
или 50 |
50 |
|
50 |
75 |
|
|
|
или 61 |
54 |
|
28 |
41 |
|
|
|
|
2 |
|
2 |
|
X |
|
X |
ССА-1 |
АТМС-14 х 75 |
|
АТА4С-14 х 75 |
кидного подшипника и пульта управления и служит для сматы вания в рулоны сетки максималь ным весом от 150 до 300 кг.
В зависимости от конструкции с м о т о ч н о г о п р и с п о с о б л е н и я посредством крана уста навливают либо тяжеловесные катушки, либо бухты проволоки на фигурки. Ось катушки фигур ки отклонена от вертикали на 15°,. благодаря чему моток проволоки удерживается на фигурке.
Проволока для продольных прутков (основы) рулонной сет ки в линиях автоматов разматы вается с катушек емкостью 140 (CCA-I), 200 (АТМС-14 X 75 X 2
с 54 электродами) и 1000 кг
(АТМС-14 X 75 X 2 с 28 электро дами). Катушки емкостью 140 и 200 кг наматывают на правильно намоточном станке с катушек ем костью по 1000 кг, установленных в размоточных приспособлениях.
Замену катушек и сварку про волоки встык производят при ра ботающем автомате. Для этого с размоточного устройства снима ют пустую катушку, предвари тельно сбрасывая с нее оставшие ся несколько колец проволоки, устанавливают новую и на стыко вом сварочном аппарате сварива ют передний конец проволоки но вой катушки с задним концом про волоки предыдущей катушки, а место сварки зачищают.
Проволоку с катушек размо точного устройства пропускают через рихтовальные головки, трубки траверсы и между верх ними и нижними электродами ав томата.
Поперечные уточные прутки для рулонной сетки правят и ре жут на определенные длины на правильно-отрезных станках и
156
кран-балками транспортируют на стеллажи у автоматов, а затем по мере надобности загружают в бункеры автоматов.
Правильно-отрезные станки для изготовления поперечных прутков работают с катушек емкостью 1000 кг, установленных в размоточных приспособлениях правильных станков.
Арматурную сетку в рулонах в основном изготовляют из про волоки диаметром от 3 до 5,5 мм.
Сваренное полотно сетки пропускают через ножницы и на правляющие устройства и наматывают на барабан сетконамо точного аппарата. Заданная длина отсчитывается автоматически.
Тележку с намотанным рулоном отводят в сторону, убирают рулон кран-балкой и заправляют в сетконамоточный аппарат новый конец полотна сетки.
Плоскую сетку в виде карт шириной до 2,7 м и длиной до 9 ж из проволоки диаметром 6—10 мм изготовляют на полуавтома тах.
С помощью кран-балки грузоподъемностью 2 т мотки прово локи загружают на размоточные фигурки четырех правильно отрезных станков, расположенных у загрузочных столов полу автоматов.
Продольные прутки соответствующей длины переносят от приемных столов правильных станков на загрузочные столы по луавтоматов, закрепляют передние концы прутков в захватах ка ретки и кареткой продвигают партию продольных прутков через воронки на нижние электроды полуавтоматов. Число прутков в партии определяют в зависимости от конструкции карты.
Уточные прутки для карт сетки правят и режут на определен ные длины на правильно-отрезных станках и кран-балками транспортируют на стеллажи, откуда по мере надобности загру жают в бункеры полуавтоматов.
Сваренную на полуавтомате карту передвигают на приемный стол, отрезают ножницами задние негабаритные концы продоль ных прутков и к готовой карте прикрепляют две бирки, на ко торых указывают завод-изготовитель, марку сетки и размер кар ты (ширина и длина). Карты одной марки складывают в пачку весом не больше 1.5 г и в шести местах по узлам пересечений
•связывают катанкой так, чтобы связи фиксировали правильное положение карт и образовывали кольца, необходимые для зачаливания их крюком подъемного механизма.
Р е ж и м ы к о н т а к т н о й с в а р к и . Необходимое качество сварочного соединения обеспечивается тремя факторами:
а) силой тока на контакте; б) продолжительностью сварки;
в) давлением на свариваемый контакт.
Для настройки на сварку сетки определенного типоразмера все электросварочные машины (полуавтоматы и автоматы) име ют несколько ступеней регулирования указанных трех факторов.
157
