

книги из ГПНТБ / Фурин, А. И. Отделка и обивка мебели учебник для техникумов деревообрабатывающей промышленности
.pdfнесущие и мягкие элементы; снижение веса мягкой мебели, бо лее полное использование применяемого сырья вследствие отсут ствия отходов, получающихся при раскрое и обрезке листо вого пенополиуретана; значительное сокращение трудозатрат и технологического цикла изготовления мягкой мебели.
Сущность этого способа заключается в том, что заранее из готовленный из металлических трубок или прутков, а также стеклопластика каркас кресла с вмонтированными в сиденье пружинами «змейка» устанавливают в полость раскрытой прессформы блока кресла, после чего из трех емкостей подают в смесительную головку полиэфирную смолу Д-2200, толуилендиизоцианат и активаторную смесь.
Вспенивание образованного полимера происходит углекис лым газом, выделяющимся при реакции между водой и толуилендиизоцианатом. Катализатором реакции служат третичные амины. Эмульгатор ОП-Ю в сочетании с парафиновым маслом образует равномерную пористость.
Формованные элементы из пенополиуретана в сравнении с элементами, раскроенными из пластового материала, намного дешевле и менее трудоемки. Отходы при этом сокращаются с 15 до 5%.
Формованные пенопласты дают лучшие показатели прогиба под нагрузкой и обладают лучшей несущей способностью при больших прогибах. С усложнением формы (профиля) блока преимущества этого способа становятся весьма ощутимыми.
Качество формованных элементов зависит от точности дози рования и температуры компонентов. Колебания при дози ровании отдельных компонентов не должны превышать 1 % от веса.
Установка непрерывного формования блоков включает уст ройство для хранения сырья, дозирующее и смесительное уст ройства, станцию для заполнения пресс-форм заливочной ком позицией, сушилку предварительного отверждения, место для выемки блока из пресс-формы, конвейер непрерывного действия, сушилку для отверждения.
Изготовление каркасов из пенополистирола. Для формова ния изделий из пенополистирола с-высокими показателями ме ханической прочности необходимо использовать в качестве ис ходного сырья смесь предварительно вспененного с невспененным пенополистиролом.
Исходное сырье должно состоять из гранул размером 0,5— 1 мм. Гранулы размером меньше 0,5 мм быстрее теряют изопен тан, чем уменьшается их способность к расширению в период формования. Гранулы размером больше 1 мм, обладая слиш ком большим коэффициентом вспенивания, создают более рых лую структуру после формования.
Разработаны конструкции кресла с каркасом из пенополисти рола и пресс-формы для формования таких каркасов.
120

непосредственно в полость формования. Диаметр перфорирован ных отверстий 1,2 мм, расстояние между ними 20 мм. Внутрен нее давление на стенки пресс-формы к концу формования со ставляет до 6,5 кгс/см2. Пресс-формы охлаждают водопровод ной проточной водой, которую подают в те же рубашки, что и пар. Оптимальное время охлаждения 5 мин.
Изготовление каркасов из стеклопластиков. Комплекс заме чательных свойств стеклопластиков и прежде всего высокая ме ханическая прочность, способность противостоять действию ударных и динамических нагрузок обеспечили широкое приме нение их во многих отраслях промышленности, в том числе и
мебельной. |
' |
Технологический процесс изготовления |
изделий из стекло |
пластиков включает следующие операции: раскрой стеклянной ткани; приготовление связующего; укладка стекловолокнистого наполнителя на форму; нанесение связующего и пропитка им стеклянной ткани; формование изделия, при котором связую щее отверждается в нормальных условиях или при нагревании; распрессовка изделия и механическая обработка его.
Существует пять способов формования изделий: контактное давление; вакуумный; способ «пресс-камеры»; автоклавный; прессование в форме с жесткими пуансоном и матрицей.
Способ контактного давления характеризуется применением связующих контактного типа, которые отверждаются в естест венных условиях и при помощи подогрева. На форму, имею щую контуры изделия, укладывается целлофан, чтобы пропи танный стекловолокнистый наполнитель не прилипал к форме, после чего накладывают стеклоткань, пропитанную полиэфир ной смолой холодного отверждения. Заготовку из стеклоткани прокатывают вручную резиновым роликом, чтобы удалить воз дух. Смола отверждается на воздухе в течение нескольких ча сов.
Вакуумный способ формования основан на том, что дав ление, необходимое для прессования изделий, образуется в ре зультате разности атмосферного давления и внутреннего разре жения в полости между резиновым чехлом и основанием уста новки.
Способ «пресс-камеры» заключается в том, что давление на формируемое изделие передается через эластичный пуансон или матрицу, состоящую из двух половин, разнимаемых в плоско сти, симметричной прессуемой детали. Агентом, создающим дав ление, является воздух, пар или вода. Вакуум создается в по лости между эластичным пуансоном и формой. Пакет собирают и укладывают на резиновый пуансон, подкрепленный металли ческим каркасом. Форму обогревают паром или горячей водой.
При автоклавном способе давление создается паром или во дой. Форма в автоклаве, подвергается всестороннему и равно мерному нагружению.
122
Прессование в форме с жесткими пуансоном и матрицей применяют для небольших изделий с малой кривизной поверх ности. Пуансон и матрица стальные с хромированной поверх ностью. Форму обогревают паром, горячей водой или электро обогревателем.
§10. Подготовка настилочных, увязочных
ипрошивочных материалов
Настилочные материалы животного происхождения посту пают на предприятия в виде крученки или в виде перепутанной волокнистой массы, упакованной в кипы. Кипы с волосом предварительно дезинфицируют в автоклаве при температуре
80° С в течение 2 ч.
Волос укладывают в металлические решетки-вагонетки и в таком виде загружают в автоклав. После выгрузки из авто клава волос погружают в ванну с мыльной водой для повтор ной, биологической обработки. При необходимости волос под крашивают в черный цвет. Из ванны мокрый волос посту пает в сушилку, где подсушивается подогретым воздухом. В че- сально-рыхлительных машинах различные по качеству сорта волоса смешивают и разрыхляют.
Для повышения упругих свойств волоса его пропаривают в камере. На чесальной машине волос перерабатывается в тон кий настил-ковер и укладывается на нечесаный волос. Настилковер упаковывают в рулоны и в таком виде используют при изготовлении мягкой мебели.
На мебельные предприятия волос может поступать и в виде скрученных жгутов (крученки), предварительно прошедших био логическую обработку. Машины, предназначенные для раскру чивания жгутов, очень просты по своему устройству. Основная часть машины — два крюка, прикрепленных к двум дискам, при водимым во врещение вручную или от электродвигателя через ременную передачу. Крюки, вращаясь, раскручивают жгуты в рыхлую массу.
Настилочные материалы растительного происхождения, по ступающие на мебельное предприятие, перед употреблением пропускают через чесальные и трепальные машины для прида ния им пушистой структуры. Существуют различные конструк ции машин и барабанов для рыхления настилочных MaTepnat лов: вато- и волосощипальные, трепальные и чесальные. Прин цип работы этих машин состоит в рыхлении (расщипывании) настилочных материалов металлическими колками.
Трепальная машина представлена на рис. 38. Настилочный материал укладывается на транспортерную ленту, захватыва ется рифлеными роликами и подается на металлические колки барабана. При вращении колки барабана проходят в промежут ках между колками неподвижной гребенки и разрыхляют (рас щипывают) настилочный материал.
123
Техническая характеристика трепальной машины |
|
Габаритные размеры, м м .................................. |
1815x 1200x 1368 |
Производительность, кг/ч ....................................... |
200 |
Мощность электродвигателя, к В т ................... |
2,8 |
Диаметр колкового барабана (с колками), мм |
600 |
Длина колкового барабана, мм ............................... |
700 |
Скорость вращения колкового барабана, |
|
об/мин.............................................................. |
500 |
Длина рабочей части питающего транспор |
|
тера, м м ............................................................ |
600 |
Диаметр рифленых роликов, м м ................... |
83 |
Длина рифленых роликов, м м ............................... |
700 |
Подготовка синтетических настилочных материалов. Пенопо лиуретан (поролон) поступает на мебельные предприятия в ви де листов размером 2x1 м, толщиной от 5 мм и выше или в виде блоков размером 2x1 м и толщиной до 500 мм. Если по ролон поступает в виде блоков, его сначала раскраивают по толщине на заданный размер с гладкой или профильной по верхностью.
Раскрой поролона по длине и ширине производят на столе ножом (при прямолинейных формах заготовки) при помощи линейки с текстолитовыми кромками.
124


линиям и разрезают настил. Небольшие по толщине настилы можно, раскраивать портативным электроножом ОМ-3. Режу щим инструментом является стальной дисковый нож диаметром 78 мм, который приводится во вращение от электродвигателя мощностью 80 Вт.
Для раскроя тканей на заготовки всевозможных профилей с различным радиусом закругления предназначена раскройная ленточная машина РЛЗ-А. Пошив деталей для чехлов и заго товок осуществляют на швейных машинах. Для легких тканей (репс, тик, гобелен) применяют швейную машину класса 22-А,
а для сшивания кожи или ее заменителей — машину класса |
35 |
или 23-А. |
|
Г Л А В А IV. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ |
|
МЯГКОЙ МЕБЕЛИ |
|
§ 12. Понятие о технологии обойных работ |
|
Технологический процесс обойных работ — совокупность |
по |
следовательно выполняемых операций с применением необходи мых материалов, инструментов, механизмов и машин для полу чения готового мягкого элемента.
Продолжительность и трудоемкость технологического про цесса изготовления мягкого элемента зависит от конструкции изделия, применяемых материалов и полуфабрикатов, уровня механизации производства, квалификации исполнителей и уровня организации труда.
Во многих изделиях мягкой мебели используется различное сочетание конструкторско-технологических решений с использо ванием различных видов материалов, инструмента и машин. Это создает большое многообразие технологических процессов. Например, в технологическую схему жесткое основание —пру жинный элемент — настилочный слой — покрытие мягкого эле мента облицовочной тканью может быть вписано большое ко личество технологических процессов, которые характеризуются общим понятием — пружинная мебель, изготовленная на жест ком основании. В то же время и пружинные, и мягкие элементы могут очень различаться между собой применяемыми пружи нами и пружинными блоками, характером настилочного мате риала и т. д.
Условно можно выделить четыре схемы конструкторско-тех нологических решений мягких элементов мебели:
I. На основании с пружинами и пружинными блоками.
II.С пружинными блоками без оснований. III. Беспружинные на основаниях.
IV. Беспружинные без оснований.
К каждой группе можно отнести наиболее часто встречаю щиеся конструкторско-технологические решения мягких элемен тов.
127
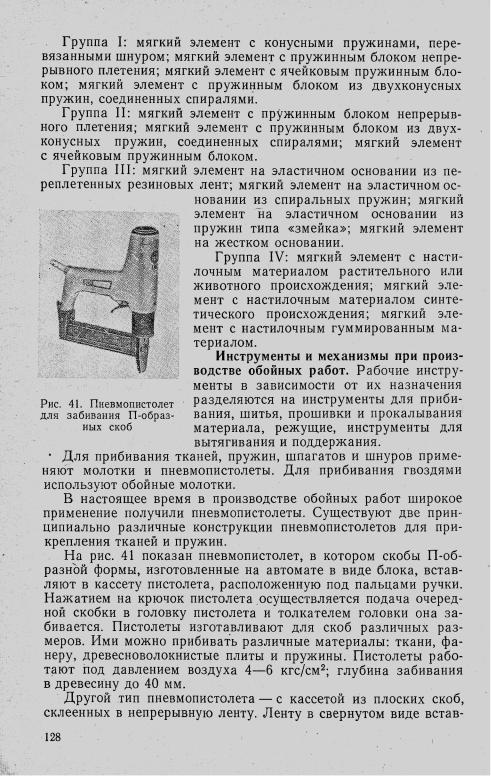
ляют в кассету, которую при помощи защелки можно быстро снимать и крепить к пистолету. Конец ленты заводят в захваты ударника. Пистолет слегка прижимают к детали и приводят в действие нажатием спускового крючка. Под действием сжа того воздуха скоба подается в головку пистолета, матрицей го ловки изгибается, принимая П-образную форму, и забивается.
Для прошивания настилочных материалов, формирования бортов, временного прикрепления тканей применяют различные по форме и длине иглы и булавки.
Прямые обойные иглы служат для простежки и прошивки, длина их, как правило, 130 мм.
Специальные обойные иглы отличаются тем, что имеют оба острых конца, с ушком только на одном из них. Длина их около 300—400 мм. Они служат для прошивания насквозь мягких, элементов и могут быть прямыми или кривыми.
Обойные булавки — это иглы, имеющие на одном конце стеклянную или металлическую головку. Их используют для временного прикрепления тканей.
Волосовытягиватели применяют для равномерного распре деления набивки при формировании бортов после их обшивки. Эти иглы чаще всего применяют при изготовлении пружинной мебели с настилочными материалами растительного или жи вотного происхождения.
Для крепления рулонных настилочных материалов к пру жинным блокам и формирования-бортов применяют пневмопис толеты, отличающиеся от скобозабивных наличием охватываю щей лапки.
Пневмопистолет охватывает головкой и лапкой настилочный слой и верхние кольца пружинного блока. При смыкании го ловки и лапки пистолета после нажатия на спусковой крючок настилочный слой прикрепляется к пружинному блоку; скобка, ударяясь о пластину лапки, загибается, тем самым закрепляя слой с пружиной.
Применение пневмопистолетов увеличивает производитель ность труда по сравнению с применением ручных обойных ин струментов в 3—4 раза.
Помимо вышеперечисленных инструментов, в процессе обой ных работ применяют ножницы, ножи и мерительный инстру мент.
§13. Технология изготовления мягкой мебели
сприменением пружинных блоков
Пружинные блоки выгодно отличаются от других видов пружин тем, что мебель, изготовленная с их применением, бо лее эластична, комфортабельна, требует меньшего расхода ме талла, сокращает трудоемкость изделия. Использование пру жинных блоков сокращает номенклатуру и количество мети зов, настилочных и прошивочных материалов.
129