Рожко
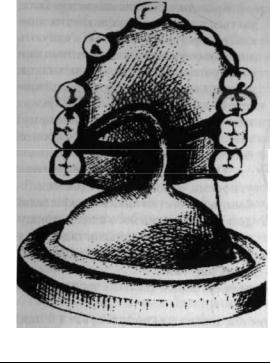
.pdfМал. 129. Метод паралелометрі!за Новаком: а
— проекція осей у сагітальній площині; б — схе ма утворен ня рі вносторон нього трикутн ика; в — поділ паралельних ліній пополам; г — отриман ня результативної трьох проекцій; д — отриман ня результативної на задній стінці моделі; e — розміщення штифта відповідно до шляху вве дення; є — орієнтація моделі у паралелометрі
ля моделі позначають як DII Че рез лінії СII і DII проводять дві па ралельні лінії та отримують напря мок усіх трьох опорних зубів, по значають як ЕII. За напрямками ЕI та ЕII на взаємно перпендикуляр них площинах (сагітальній та фронтальній) визначають просто рову орієнтацію лінії, проекція якої на вказаній площині збігаєть ся з ЕI та ЕII. Ця лінія і буде напрям ком, або шляхом, уведення проте за. Для її позначення приблизно в центрі моделі липким воском фіксують штифт довжиною 3- 4 см. Далі модель фіксують у ру ках таким чином, що коли дивити ся на неї з боку площини І (бічної), то вісь штифта повинна збігатися
знапрямком ЕI, а з боку площини II (задньої) — з напрямком ЕII (мал. 129, є). Під час повторного (контрольного) огляду, якщо не обхідно, коригують положення штифта у просторі. Розміщений таким чином штифт показує шлях уведення бюгельного протеза. На цьому закінчується перший етап і починається другий — з фіксації моделі на столику паралелометра. Нахиляючи столик, співставляють напрямок штифта зі стержнем па ралелометра. Фіксують знайдене положення моделі за допомогою гіпсового "підлитка": з цією метою
успеціальну форму наливають гіпс і розміщують на його поверхні, поки він не затвердів, модель у визначеному положенні. Зубний
технік у подальшому, провівши заміну аналізувального стержня паралелометра, грифелем наносить межову лінію на всі опорні зуби.
Описаний метод важкий у застосуванні, крім того, він має низку недоліків. Зокрема, визначення проекції поздовжніх осей зубів проводять на око, фіксу-
вати дріт воском на кожному зубі складно, не враховується естетичний чинник під час розміщення кламерів.
Ураховуючи недоліки та значні затрати праці у разі проведення паралело метрії за Новаком, клініцисти користуються іншим методом, відомим під таки ми назвами, як метод вибору нахилу моделі, логічний метод, визначення лінії огляду, або просто метод вибору.
Метод вибору. Аналіз положення лінії найбільшого периметра, межова лінія усіх опорних зубів та їх поверхонь у більшості випадків свідчить, що одні зуби ма ють кращі умови для розміщення опорних частин кламерів, інші — утримувальних. Для того щоб усі кламери виконували однаково добре і опорну, і фіксувальну функції і всі опорні зуби брали однакову участь у перерозподілі жувального тиску, необхідно знайти такий нахил моделі, за якого ці зони були б достатньо виражені. Шляхом нахилу моделі можна знайти найраціональніший тип кламера для кож ного опорного зуба та розмістити його елементи найвигідніше у функціональному та естетичному відношенні. Для створення цих умов застосовують метод вибору нахилу моделі у паралелометрі по відношенню до діагностичного стержня. Зміню ючи положення моделі відносно діагностичного стержня, можна змінювати межо ву лінію, площину оклюзійної та гінгівальної зон, вибраних під опору зубів, з ме тою забезпечення необхідної глибини ретенції, розумного, з точки зору фіксації та естетики, розміщення плечей кламерів згідно з вибраною їх конструкцією.
Практичне значення мають п'ять положень моделі по відношенню до вер тикального діагностичного стержня (мал. 130):
1) горизонтальне — нульовий нахил: вісь діагностичного стержня перпендикулярна оклюзійній пло
|
щині жувальних зубів; |
|
2) заднє, коли опущений |
|
задній відділ зубного ряду; |
|
3) переднє, коли опущений |
|
передній відділ зубного ряду; |
|
4) ліве, коли модель нахиле |
|
на вліво; |
|
5) праве, коли модель нахиле |
|
на вправо. |
|
Провівши фіксацію моделі на |
|
столику паралелометра та надав |
|
ши нульового положення, коли |
|
аналітичний стержень розміще |
|
ний перпендикулярно до оклюзій |
|
ної поверхні зубів, визначають ви- |
|
раженість опорних та утримуваль- |
Мал. 130. Положеннямоделейу паралелометрі |
них зон кожного опорного зуба. |
відносно діагностичного стержня |
3 кількох нахилів необхідно |
320 |
321 |

знімними конструкціями зубних протезів у разі часткових дефектів
вибрати такий, який забезпечить найкращу ретенційну зону та умови для роз міщення кламерів.
Вибравши найраціональніший нахил моделі, її фіксують у цьому положенні на столику паралелометра, провівши заміну аналізувального стержня грифе лем, на всіх зубах розкреслюють межову лінію.
Плануючи конструкцію кламера, необхідно, щоб усі жорсткі елементи його знаходилися у зоні між оклюзійною поверхнею та межовою лінією опорного зуба. І навпаки, пружинисті елементи повинні пересікати межову лінію, відхи ляючись від неї у момент накладання на різну величину залежно від еластич ності сплаву, який застосовується, стійкості опорних зубів, типу кламера і точ ки розміщення кінця його утримувального плеча.
Цю точку, що називається ретенційною, визначають за допомогою вимі рювальних стержнів або калібрів (мал.131)
Мал. 131. Розміщення ретенційноі зони залежно від кривизни зуба
Якщо розташувати стержень паралелометра так, щоб він торкався пояса зуба, між ним і коронкою нижче від пояса утворюється ніша (заглиблення, підпоясовий простір), яка йде навколо зуба. її величина різна і залежить від пояса або нахилу зуба.
Лікарю стоматологу-ортопеду важко в ротовій порожнині візуально визначи ти розміщення ретенційноі зони для утримувальних елементів кламера. Вивчення глибини ніші проводять так: до кожного опорного зуба підводять стержень таким чином, щоб він торкався межової лінії, а калібрувальний диск знаходився на рівні ясенного краю. Потім стержень помалу піднімають так, щоб він щільно торкався межової лінії, а ребро калібра - поверхні зуба, що і буде вказувати на розміщення ретенційноі' точки утримувальної частини кламера.
ПИТАННЯ ДЛЯ САМОКОНТРОЛЮ
1.Розкажіть про бюгельні протези, їх конструктивні особливості, складові частини.
2.Які показання та протипоказання до виготовлення бюгельних протезів? З.Як проводиться фіксація та стабілізація бюгельних протезів?
4.Які особливості кламерів фірми Нея?
5.У чому суть планування каркаса бюгельного протеза? 6.Які є методи паралелометрії? їх значення для вивчення
діагностичних моделей.
7. Що таке шлях уведення протеза у ротову порожнину та виведення з неї?
322
ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ ПАЯНИХ БЮГЕЛЬНИХ ПРОТЕЗІВ
Паяний каркас бюгельного протеза виготовляють, якщо немає умов для лиття суцільнолитих бюгельних каркасів та в разі нескладних конструкцій.
Модель, на якій виготовляють протез, повинна бути підвищеної міцності, бо на ній проводиться моделювання елементів каркаса бюгельного протеза з подальшою заміною їх металом, а також їх підгонка і припасування. З цією метою виготовляють комбіновані моделі, що складаються із супергіпсу, амаль гами, цементу, легкоплавкого металу чи пластмаси і гіпсу.
Для отримання комбінованої моделі з використанням легкоплавкого ме талу потрібно заповнити ним ділянки в гіпсовому відбитку. Ділянки збереже них зубів обкладають валиком із мольдину висотою 5-6 мм. Для міцного з'єднання металевої частини з гіпсовою основою використовують металеві петлі. Одним кінцем їх занурюють у розплавлений сплав, іншим — у гіпсову основу моделі. Розплавленим металом заповнюють ізольовані мольдином ділянки. Після охолодження металу мольдин видаляють і відливають другу половину моделі звичайним гіпсом.
До моделювання дуги і сідлоподібних частин модель необхідно підготувати. Ділянки, де будуть розміщені дуга і сідлоподібні частини, покривають оло в'яною фольгою, бюгельним воском чи лейкопластирем відповідної товщини: під дугою — 0,3-0,5 мм, поверхнею беззубого коміркового відростка чи части ни—І ,5-2 мм. Моделювання без прокладок може призвести до занурення дуги
виготовленого протеза у слизову оболонку протезного ложа.
Моделювання елементів каркаса бюгельного протеза проводять шляхом використання стандартних воскових заготовок або застосування спеціальних силіконових матриць формоденту. Для цього матриці промивають киплячою водою і за допомогою нагрітого шпателя, прикладеного до палички воску, за повнюють розплавленим воском відповідні заглибини матриці до рівня її по верхні. Зрізують гострим шпателем залишки воску і вивільняють воскову реп родукцію.
Після цього змащують олією поверхню зубів та моделі і розташовують відповідно до креслення воскові елементи — спочатку дугу та її відгалуження, а потім — кламери.
Після ретельного моделювання восковий каркас розрізають лезом на ок ремі частини, розміщують ливники і ливарний блок, знімають воскову репро дукцію елементів каркаса бюгельного протеза, ставлять його на підопоковии конус і покривають облицювальною масою. Після висушування цього шару ливарний блок покривають кюветою і формують вогнетривкою масою. Вису шують і прогрівають кювету в муфельній печі, виплавляючи віск. Ливарну форму нагрівають до 800 °С і заповнюють розплавленим металом. Після охо лодження литво вивільняють від формувальної маси ливників. Відлиті елемен-
323