

1.5 Технические характеристики
|
Напряжение питающей сети, однофазное |
В |
220 ± 10% |
|
Частота питающей сети |
Гц |
50 - 60 |
|
Потребляемая мощность, макс. |
Вт |
2800 |
|
Масса блока питания |
кг |
5,5 |
|
Масса горелки (без жидкости) |
кг |
0,9 |
|
Расход рабочей жидкости, макс |
л/ч |
0,25 |
|
Напряжение холостого хода |
В |
не более 48 |
|
Давление пара в горелке |
атм |
0,4 - 1 |
|
Габариты блока питания (Дл. х Шир. х Выс.) |
мм |
325 х 115 х 170 |
|
Габариты горелки (Дл. х Шир. х Выс.) |
мм |
210 х 60 х 190 |
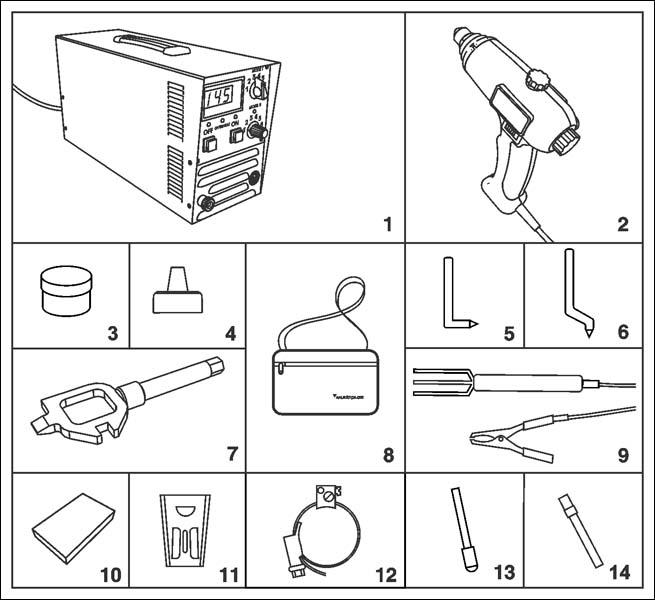
1.6 Комплект поставки
|
1. |
Блок питания |
1 шт. |
|
2. |
Горелка |
2 шт. |
|
3. |
Смазка графитовая |
1 шт. |
|
4. |
Штуцер заливной |
2 шт. |
|
5. |
Упор |
1 шт. |
|
6. |
Циркуль |
1 шт. |
|
7. |
Ключ комбинированный |
1 шт. |
|
8. |
Сумка |
1 шт. |
|
9. |
Держатель присадки в паре с зажимом |
1 шт. |
|
10. |
Комплект запасного имущества |
1 шт. |
|
11. |
Подставка для горелки |
2 шт. |
|
12. |
Хомут-кронштейн |
1 шт. |
|
13. |
Упор шариковый |
1 шт. |
|
14. |
Толкатель |
1 шт. |
|
15. |
Руководство по эксплуатации |
1 экз. |
|
16. |
Сервисный сертификат |
1 экз. |
Комплект запасного имущества (ЗИП)

|
1. |
Катододержатель (в сборе) |
2 шт. |
|
2. |
Кварцевая трубка |
3 шт. |
|
3. |
Катод |
3 шт. |
|
4. |
Сопло |
5 шт. |
|
5. |
Пружина |
2 шт. |
|
6. |
Сверло 1,1 мм |
1 шт. |
2. Техническое описание и принцип работы
2.1 Блок питания2.2 Горелка2.3 Принцип работы горелки
Портативный плазменный аппарат "Мультиплаз-2500М" является генератором низкотемпературной плазмы, полученной путём нагрева до температуры ионизации паров рабочей жидкости, заливаемой в горелку перед проведением работ. Аппарат состоит из блока питания и плазменной горелки.
2.1 Блок питания
Блок питания инверторного типа с принудительно-воздушным охлаждением выполняет функции стабилизатора тока и имеет крутопадающую выходную характеристику. Устойчивая стабилизация тока электрической дуги в плазменной горелке при номинальном напряжении сети (220В) осуществляется в диапазоне выходных напряжений от 80 до 220 вольт. На передней панели блока питания находятся:

На задней панели блока питания находятся электрокабель с вилкой и вентилятор.
2.2 Горелка
Горелка является основной частью аппарата, генерирующей низкотемпературную плазму. Горелка состоит из следующих частей:
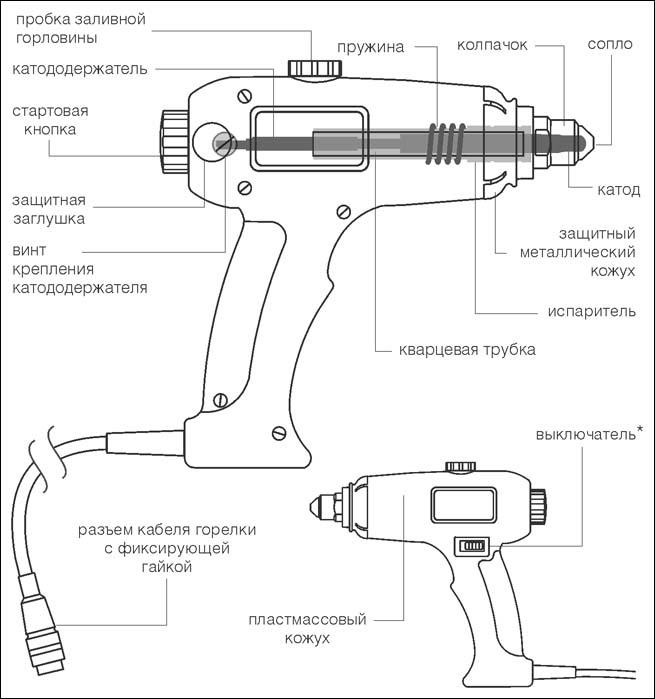
Выключатель функционирует только в аппаратах, поставляемых в страны ЕС.
2.3 Принцип работы горелки
Оператор, после заправки горелки рабочей жидкостью и включения блока питания, для возбуждения дуги кратковременно нажимает стартовую кнопку. При этом происходит замыкание катода и сопла горелки. В момент отпускания стартовой кнопки между катодом и соплом возникает электрическая дуга. Энергия дуги разогревает сопло, сопло разогревает испаритель, испаритель разогревает рабочую жидкость, превращая её в пар. Пар под действием внутреннего давления (0,4 - 1,0 атм.) устремляется к единственному выходному отверстию в сопле. Выходя через отверстие в сопле, пар увлекает за собой электрическую дугу и сжимает её. Сжатие дуги приводит к повышению её температуры. Сжатая электрическая дуга нагревает пар до температуры ионизации.
Аппарат может работать в двух режимах. Режим дуги косвенного действия "РЕЖИМ I" ("MODE I"). Дуга горит между катодом и соплом. Переносчиком энергии на обрабатываемый материал является только плазменная струя. Режим дуги прямого действия "РЕЖИМ II" ("MODE II"). В цепь режущего (сварочного) тока включен обрабатываемый электропроводный материал и дуга горит между ним и катодом внутри плазменной струи. За счет этого тепловая энергия, поступающая на обрабатываемый материал, существенно увеличивается.