Лекция №10 Арматуры. Виды арматуры.
запорные(вентили, задвижки)
регулирующая арматура (клапана)
предохранительная арматура(изучить самостоятельно)
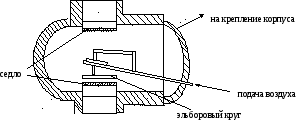
Особое внимание обратить на следующие элементы: шток, шпиндель, грундбукса, сальниковая набивка, бугель, седло, распорный грипп, шпильки, прижимные и нажимные планки, шебер.
Уплотнительные материалы.
В качестве таковых используются сальниковые уплотнения для повышения плотности соединения в уплотнениях штоков арматуры. Используется два типа материалов для сальниковых набивок:
1. на основа асбеста, в состав входит 50% графита, 45% асбеста, 5% алюминиевой пудры. Сальниковые кольца на основе асбеста имеют существенные недостатки:
- выгорание компонентов уплотнителя материала вызывает уплотнение затяжки и как следствие потери герметичности уплотнения.
- детали оборудования контактируют с уплотнительным материалом подвергается электрохимической коррозии.
- для обеспечения герметичности уплотнения требуется большая высота сальниковой камеры.
- имеет большой коэффициент трения, что требует увеличение электропривода.
2. уплотнительные материалы на основе терморастир. графита(ТРГ).
- прессованные сальниковые кольца из ТРГ обеспечивают высокую надежность и ресурс узла уплотнения, при давлении среды до 40 атмосфер.
- отличная присущность материала обеспечивает максимально плотный контакт с поверхностью стока – это позволяет использовать меньшее количество сальниковых колец: 4-6 вместо 8-10, если используются сальниковые кольца.
- при температуре до 6500С почти не теряют объема и массу в течении времени, в отличии от асбестсодержащих материалов, что не приводит к ослаблению затяжки и потери герметичности.
- для обеспечения контактного давления на уплотняемой поверхности требуется меньшее усилии затяжки.
- кольца из ТРГ не теряют своих герметизирующих свойств в диапазоне от -200 до +30000С в течении всего срока эксплуатации. Асбестовые кольца неизбежно их теряют, что приводит к ослаблению затяжки и потери герметичности.
П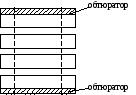 ри
набивке сальниковой камеры кольцами
из ТРГ верхнее и нижнее кольцо укладываются
с обтюратором.
ри
набивке сальниковой камеры кольцами
из ТРГ верхнее и нижнее кольцо укладываются
с обтюратором.
Дефекты арматуры.
эрозионный износ уплотнительной поверхности
трещины и надиры на уплотнительных поверхностях(происходят в результате не качественной пригонки поверхностей)
нарушение плотности поверхности седла в конке(седла в корпус арматуры устанавливаются либо на резьбе, либо ввариваются)
Наличие трещин в корпусах и крышках арматуры(дефекты литья) в местах перехода от корпусов к патрубкам и в местах изменения диаметров сечения. Заедание резьбы при откручивании или отвертывании(недостаточная частота сопрягаемых поверхностей, применение масла в качестве смазки на нов.попадание мусора)
Ремонтные операции.
Общая схема ремонта задвижек и вентилей.
продувка сжатым воздухом наружных деталей
разбаливается фланец(разбалчивание шпилек осуществляется с противоположных сторон в избежание перекосов и заеданий)
последовательно снимается крышка с корпусом, прокладка, грундбукса, сальниковая набивка, шпиндель.
осмотр уплотнительных поверхностей на наличие дефектов
Особое внимание обращается на состояние седла, резьбы шпилек и шпинделя, а также наличие крышки корпусов. При наличии дефектов задиров, врисов, вмятие, они устраняются механической обработкой или притиркой на уплотнительных поверхностях седла, шпинделя.
Дефекты литья устраняются выборкой металла с последующей заваркой. Аналогично цилиндру и барабану котла. При сильном износе резьбы под шпильку в корпусе вырезают резьбу на ближайший больший диаметр и изготавливают новую шпильку(если толщина стенки между соседними шпильками не меньше 8-10мм). Если шпилька сломалась навариваются на отломанный конец квадратный стержень под размер ключа и выворачивается. Если резьба под шпильку корпуса нарушена в нескольких местах запрессовывают в отверстиях цилиндрики и нарезают новую резьбу.
Ремонт седел заключается в их притирки если седло на резьбе, после притирки оно промывается керосином и обратно вывертывается.
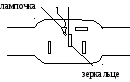
Шпиндель и шток должны иметь зеркально гладкую поверхность.
Притирка уплотнительных поверхностей.
Чистота уплотнительных поверхностей оказывает влияние на следующие эксплуатационные свойства:
износостойкость
прочность
предел усталости
сопротивление коррозии и т.д.
Чем выше параметры среды, тем более высокие требования употребляются качеству поверхности детали. Высокое качество поверхности достигается с помощью притирки и доводки – это процессы, чистовой обработки при которой зерна абразивного материала снимают тончайшие стружки с обработанной поверхности. При притирке слой металла составляет 0,002-0,05мм. Притирка осуществляется с помощью абразивного материала нанесенного на притир, в качестве абразивных материалов применяют:
- корунд(окись алюминия)
- электрокорунд(получается путем электрической плавки бакситов)
- карбид кремния(путем плавления кварцевого песка)
Карбид бора – наиболее распространенный материал для поверхности
Алмаз – является наиболее совершенным абразивным материалом.
Пасты ГОИ – финишная обработка
Притиры.
Существует два вида уплотнительных поверхностей: корпусные и плоские.
Корпусные – арматура малых диаметров
Плоские – арматуры больших диаметров.
При притирке корпусных уплотнительных поверхностей притирка осуществляется с помощью притира. Качеством притира может выступать либо шток с золотняком, либо спирально изготовленный притир из более жесткого материала(чугун). Форма притира должна быть в зеркальном отображении обрабатываемой поверхности. На притир наносится абразивный материал и притирается. Процесс притирки плоских поверхностей механизирован. Притирка плоских уплотнительных поверхностей(седел), с помощью шлифовальной машинки типа штурм.