

3.2. Литье
Литье является одним из экономичных способов получения деталей и заготовок сложной формы, больших и малых размеров из различных металлов, сплавов, пластмасс и других материалов. Этот способ заключается в заливке расплавов в специально приготовленные литейные формы.
В литейном производстве для получения металлических отливок применяют более 50 разновидностей литья: литье в песчаные формы, в оболочковые формы, по выплавляемым моделям, литье в кокиль, центробежное литье, литье под давлением и др.
Литейная форма — это применяемая в литейном производстве форма для получения отливок, состоит из собственно формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий (рис. 3.1).
Рабочая часть литейной формы представляет собой полость, в которой материал, охлаждаясь, затвердевает и принимает требуемые конфигурацию и размеры.
Литейный стержень — это отъемная часть литейной формы, оформляющая внутренние полости отливки. В тех случаях, когда конфигурация литейной модели затрудняет извлечение ее из литейной формы, литейные стержни могут использоваться и для формирования наружных частей отливки. Литейные стержни устанавливают на специальные опорные поверхности литейной формы, называемые знаками.
Литье в песчаные формы - это способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки.
Совокупность каналов (элементов), служащих для заполнения рабочей полости литейной формы расплавленным металлом, питания отливки при затвердевании и улавливания первых порций металла, шлака и загрязнений, называется литниковой системой. Основными элементами литниковой системы являются чаша, стояк, шлакоуловитель, питатель, боковая прибыль, шейка.
Выпар — это вертикальный канал, соединенный с литниковой системой. Он расположен в верхней части литейной формы и предназначен для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда — питания отливки металлом во время ее остывания.
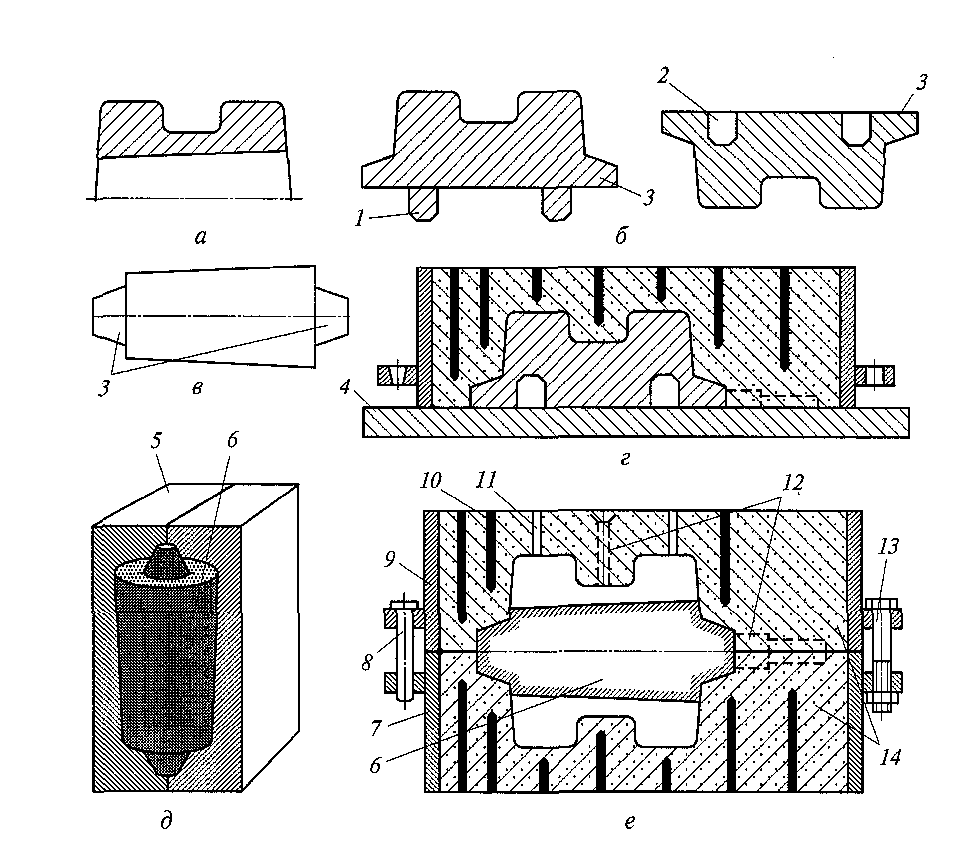
Рис. 3.1. Последовательность изготовления формы (формовка): а - эскиз детали; б - эскиз полу-модели; в - стержень; г - изготовление нижней полу-формы; д - изготовление стержня; е - форма в сборе; 1 - базовый выступ; 2 - базовая впадина; 3 - знак; 4 - модельная плита; 5 - стержневой ящик; 6 - стержень; 7 - нижняя опока; 8 - зажимной болт; 9 - верхняя опока; 10 - вентиляционный канал; 11 - выпар; 12 - литниковая система; 13 - базовый штифт; 14 –полу-формы.
Разовые литейные формы получают с помощью специальных комплектов приспособлений — модельного и формовочного.
Модельный комплект необходим для образования при формовке рабочей полости литейной формы. В комплект входят литейная модель, стержневые ящики, модели литниковой системы, шаблоны для конкретной отливки, модельные плиты и др.
Литейная модель — это часть модельного комплекта, служащая для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки. Модели изготавливают из древесины, металлических и специальных модельных сплавов и пластмасс. Существуют одноразовые модели и модели для многократного использования. Деревянные модели отличаются простотой изготовления, невысокой стоимостью, относительно малой массой, однако они недолговечны. Применение деревянных моделей целесообразно в опытном и разовом производстве.
Модельная плита — это плита, оформляющая разъем литейной формы и несущая на себе различные части модели, включая литниковую систему, и служащая для набивки формовочной смесью одной из парных опок.
Стержневой ящик — приспособление, служащее для изготовления стержней. Конструкция стержневого ящика зависит от формы и размеров стержня, способа его изготовления. Для свободного , удаления стержня из ящика на соответствующих поверхностях предусматривают формовочные уклоны. Стержневые ящики могут быть изготовлены из дерева, металла или пластмассы.
В формовочный комплект входят опоки, штыри, скобы и другие приспособления, необходимые для получения разовой песчаной формы.
Опокой называют приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металла. Опоки изготавливают из стали, чугуна, алюминиевых сплавов.
Основными операциями при изготовлении литейной формы являются: уплотнение формовочной смеси, придание форме достаточной прочности и устройство вентиляционных каналов.
Изготовление литейной формы начинают с того, что на модельную плиту 4 (см. рис. 3.1) устанавливают нижнюю половину модели и нижнюю опоку 7 рабочей плоскостью вниз. На модель наносят слой облицовочной смеси толщиной 40... 100 мм, который слегка уплотняют. Затем опоку заполняют наполнительной смесью и уплотняют.
Опоку с заформованной в ней половиной модели поворачивают на 180° и вновь устанавливают на модельную плиту. На нижней половине модели фиксируют ее верхнюю половину, устанавливают модели стояка и выпаров. На нижнюю опоку устанавливают верхнюю, извлекают модели стояка и выпара.
Верхнюю полу-форму снимают, поворачивают на 180° извлекают половины моделей отливки и литниковой системы. Затем в нижнюю полу-форму устанавливают литейный стержень, который оформляет внутреннюю полость отливки, и на нижнюю полу-форму с помощью штырей устанавливают верхнюю полу-форму. Для улучшения газопроницаемости формы делают вентиляционные каналы 10. После скрепления опок литейная форма считается подготовленной к заливке.
Изготовление отливок в песчаных формах включает в себя следующие основные технологические операции: заливку литейной формы расплавленным металлом, охлаждение отливки в литейной форме, выбивку отливки из литейной формы, обрубку и очистку отливок.
Заливка литейной формы заключается в равномерном заполнении литейной формы расплавленным металлом. Важное значение при заливке имеет обеспечение рациональной температуры заливки расплавленного металла, которая должна быть примерно на 100... 150° С выше температуры отвердения. Для крупных отливок из серого чугуна температура заливки обычно находится в пределах 1230... 1300° С, для мелких и средних отливок из серого чугуна — 1320... I400° С, для тонкостенных отливок — 1360... 1450° С. Высокопрочный и белый чугун заливают при температуре 1320... 1450º С, углеродистую и низколегированную стали — при температуре 1520... 1560° С. Для тонкостенных отливок из легированной коррозионностойкой стали 12Х18Н9ТЛ температура заливки достигает 1620° С.
Бронзу и латунь обычно заливают при температуре 1000...1 100° С, алюминиевые и магниевые сплавы — при 680... 760° С, титановые сплавы — при 1800... 1860° С.
Продолжительность заливки расплава в форму зависит от степени сложности конфигурации отливок, литейного сплава и металлоемкости литейной формы (рис. 3.2).
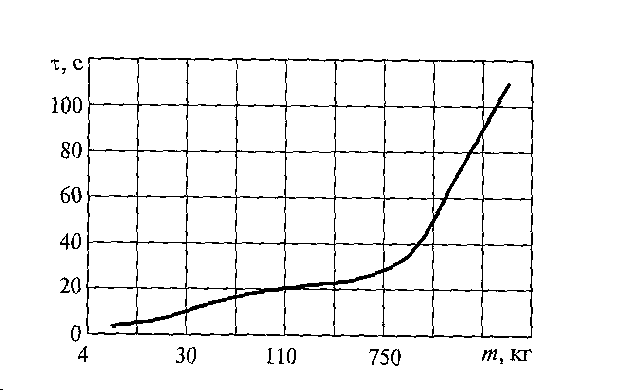
Рис. 3.2. Влияние массы отливки mна продолжительность заливкиτ
Охлаждение отливок в литейных формах после заливки происходит от температуры заливки до достижения рациональной температуры выбивки. Продолжительность выдержки в форме определяется толщиной стенки отливки, свойствами залитого сплава и литейной формы, температурой выбивки и может быть рассчитана или определена экспериментально.
Небольшие тонкостенные отливки охлаждаются в форме в течение нескольких минут, а толстостенные крупные (массой 50...60 т) — втечение нескольких суток и даже недель (табл. 3.2).