

3238
.pdf-не быть слишком вязкой во избежание неравномерного распределения абразивных частиц в потоке;
-иметь малое сопротивление при прохождении по трубопроводам и через сопловые аппараты;
-не должна легко испаряться;
-не должна самопроизвольно химически распадаться;
-должна иметь высокое пассивирующее действие;
-быть пожаробезопасной.
Обычно основным компонентом рабочей жидкости является вода. Недостатком применения воды является коррозия разделяемых деталей. Для уменьшения коррозии добавляются поверхностноактивные вещества на основе сульфосоединений: сульфофрезол, тринатрий-фосфат, кальцинированная сода, хромпик и другие. При применении поверхностно-активных веществ удельная работа разделения уменьшается в 2-3 раза и повышаются очищающие свойства рабочей жидкости. Рекомендуется добавлять поверхностно активные вещества в пределах 0,5-3,5%.
Объемное содержание абразива в суспензии обычно подбирается опытным путем. Обычно она составляет 20-30%. Дальнейшее увеличение концентрации содержания абразива в суспензии обычно снижает производительность процесса. Составы суспензий представлены в табл. 4.
Таблица 4 Состав суспензии для гидроабразивного разделения металлических
материалов
№ |
Состав суспензии |
Состав суспензии |
Объемная |
|
п/п |
|
|
концентрация, |
|
|
|
|
% |
|
1 |
2 |
3 |
4 |
|
|
|
Электрокорунд |
20 |
|
1 |
Электрокорунд |
24АМ63 |
|
|
24АМ63 |
Сода кальцинированная |
2 |
||
|
||||
|
|
Вода |
78 |
|
|
Электрокорунд |
Электрокорунд 24А10 |
11 |
|
2 |
Карбид кремния 63СМ20 |
9 |
||
24А10 |
||||
|
Вода |
80 |
||
|
|
100
При обработке некоторых материалов гидроабразивным методом на поверхности остаются абразивные частицы, которые острыми гранями внедряются в ее поверхностный слой и задерживаются в нем (шаржируют разделяемую поверхность). Это явление в большей степени проявляется при малой твердости обрабатываемых материалов и больших скоростях движения абразивной смеси. Наличие шаржированной поверхности вызывает износ обработанных таким способом деталей при их эксплуатации.
Абразивные частицы в процессе ударного взаимодействия с обрабатываемой поверхностью изнашиваются, их рабочие грани скругляются, что приводит с течением времени к снижению общей абразивной способности. Также на режущую способность абразивного зерна значительно влияет загрязнение режущих кромок обрабатываемым материалом. При непрерывной обработке в зависимости от вида абразивного материала, схемы гидроабразивного разделения и конфигурации обрабатываемых деталей срок службы суспензии составляет от 40 до 70 часов. Суспензию абразивных зерен в рабочей жидкости эксплуатируют до тех пор, пока в отстоявшейся пробе разрушенные абразивные частицы не превысят 10 % общего объема суспензии, в противном случае суспензию заменяют. Для нормального протекания процесса, суспензия в баке установки должна быть однородной. Это обеспечивается постоянным барботированием осевших на дно бака абразивных частиц.
Абразивные частицы в суспензии должны быть одинаковыми, чтобы устранять следы предшествующей обработки поверхности и создавать новую однородную микрогеометрию поверхности. Если раздробленные частицы абразивного материала длительное время не удалять из суспензии, то эффективность разделения снизится. Однако отсев по размеру не позволяет избавиться от загрязненных при использовании абразивных зерен, которые имеют малую режущую способность.
Пути повышения качества и точности обработанной поверхности при гидроабразивном разделении
Улучшают гидроабразивное разделение в основном за счет повышения давления рабочей жидкости и создания дополнительных возможностей и точностей перемещения режущей головки.
101
Повышение давления рабочей жидкости [7, 8] приводит к повышению скорости истечения смести рабочей жидкости с абразивом. Это приводит к возможности обрабатывать заготовки с большей толщиной и повышать скорость перемещения сопла вдоль контура разделения. Также уменьшается отставание струи, повышается точность разделения и снижается шероховатость [5, 7, 8]. Так повышение давления с 4000 бар до 6000 бар позволяет повысить скорость перемещения сопла гидроабразивной струи вдоль контура разделения в среднем в 1,7 раз. При этом расход рабочей среды уменьшается в среднем в 1,5 раза.
Добавляют возможности перемещения режущей головки введением поворотных режущих головок. Балтийская промышленная компания в своих каталогах предлагает пятиосевую режущую головку с устройством прямого привода PAC 55 (рис. 4), которая способна изготавливать детали под углом до ± 55 градусов с непрерывным поворотом. Это означает, что независимо от геометрии обрабатываемой детали головка РАС 55 выполняет операции без переустановки положения режущей головки, обеспечивая, таким образом, экономию времени и производство более качественных деталей. Головка РАС 55 имеет функцию точного зондирования неровностей на поверхности обрезаемого материала. Эта информация затем используется для поддержания постоянной величины зазора между форсункой и заготовкой. Это обеспечивает изготовление более точных деталей, чем любая другая имеющаяся на рынке пятиосевая головка. Другие пятиосевые головки устанавливают свой зазор в точке прорезки и затем принимают за основу то, что заготовка имеет совершенно плоскую поверхность вдоль линии реза, чего почти никогда не бывает. По мере отклонения плоскостности поверхности изменяется зазор, и изменяется геометрия обрезаемой детали. Поэтому поддержание постоянной точной величины зазора является особенно важным фактором при резке под углом и чем больше угол, тем большее значение приобретает зазор. Рабочее программное обеспечение головки РАС 55 включает базу данных алгоритмов True Cut® (Правильный рез), разработанную для определения предполагаемого уклона на верхнем слое разделяемой поверхности. Этот уклон затем динамически компенсируется при резке детали в диапазоне от 0 до 55 градусов, обеспечивая «точное управление углом» для любой де-
102

тали, которая может быть изготовлена на гидроабразивном станке. Используя запатентованную технологию сервомотора прямого привода постоянного тока для 4-й и 5-й осей, головка РАС 55 способна обеспечить точность позиционирования до ± 0,2 градуса с быстрым разгоном и скоростью позиционирования.
Рис. 4. Пятиосевая режущая головка
Листовые материалы часто подвержены деформированию, что может привести к тому, что режущая головка окажется слишком близко от прорезаемого материала или даже будет касаться его, блокируя свое перемещение. Если зазор окажется слишком большим, качество резки будет снижаться, либо не будет достигаться прорезание материала насквозь. Для решения этой проблемы балтийская
103
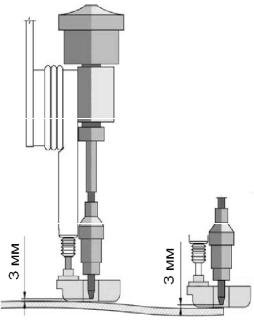
промышленная компания в своих каталогах предлагает применять функцию пропуска и поплавковое устройство Skip and Float. Функция пропуска позволяет автоматически поднимать режущую головку над материалом при быстром переходе между резами. Это приведет к тому, что режущая головка не будет захватывать отрезанную часть, которая может наклониться или возвышаться над материалом. Таким образом, исключается возможность поломки смесительной трубки и сдвига или повреждения заготовки. Поплавковое устройство обеспечивает постоянный зазор между режущей головкой и разделяемой заготовкой (рис. 5).
Однако повышение давления рабочей жидкости и создания дополнительных возможностей и точностей перемещения режущей головки не позволяет полностью избавиться от таких негативных остаточных явлений как шаржирование, загрязнение абразива разделяемым материалом. Увеличение давления рабочей среды и введение дополнительных узлов приводит к удорожанию установки.
Рис. 5. Поплавковое устройство
104
Повышение качества поверхностного слоя после гидроабразивного разделения осуществляют дополнительной обработкой. К основным видам дополнительной обработки относится механическая обработка металлорежущим и абразивным инструментом, бесконтактные методы обработки.
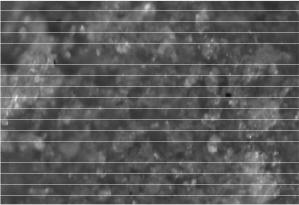
При снятии слоя материала абразивным инструментом снижается шероховатость, однако образуется вторичное шаржирование, а при обработке материалов с малой твердостью абразивный инструмент быстро загрязняется обрабатываемым материалом (рисунок 6), что значительно снижает производительность обработки и может привести к прижогам обрабатываемой поверхности. Загрязненный абразивный инструмент приходится править, что приводит к дополнительным затратам и значительному неэффективному износу инструмента. Кроме того, абразивная доводка не позволяет обрабатывать сложный фасонный контур разделения с малыми радиусами изгиба профиля реза.
Рис. 6. Абразивный инструмент, загрязненный алюминием, х20
Обработка металлорежущим инструментом позволяет снизить шероховатость поверхности разделения и удалить шаржирующий слой, но обработка материала с твердыми включениями приводит к его интенсивному износу. Также критическому износу способствует обработка материалов с малой твердостью, что приводит к налипа-
105

нию материала на режущую кромку с последующим выкрашиванием ее посредством срыва с наростом (рис. 7).
Рис. 7. Критический износ режущей кромки при обработке алюминия с абразивными вкраплениями
Кроме этого обработка лезвийным инструментом не позволяет обрабатывать сложный фасонный контур разделения (ограничением является размер инструмента).
Заключение 1. Имеются исследования по повышению качества получаемой
разделенной поверхности после гидроабразивной резки. В основном повышают качество разделения за счет:
-повышения давления рабочей жидкости, что приводит к значительному повышению точности обработки, уменьшает шероховатость поверхности разделения, расширяют граничные условия для обрабатываемых материалов;
-применения режущих головок имеющих возможность поворота на угол от вертикальной оси, что расширяет возможности гидроабразивной резки, уменьшает угол наклона поверхности разделения, что позволяет увеличивать скорость разделения, сохраняя геометрическую точность заготовки;
-использования устройств обеспечивающих постоянный зазор между режущей головкой и обрабатываемым материалом, что повы-
106
шает стабильность процесса разделения; - расчета и оптимизации режимов гидроабразивной резки, что
приводит к повышению КПД процесса.
Представленные методы повышения качества гидроабразивного разделения не позволяют исключить полностью негативные воздействия гидроабразивной струи на обрабатываемый материал, такие как: шаржирование поверхности разделения, гребенчатый характер шероховатости, дефекты кромок на входе и выходе гидроабразивной струи из материала.
2. В последнее время появились исследования [4, 5, 6] комбинированного гидроабразивного разрушения материалов с растворением части припуска, позволяющим посредством анодного растворения части припуска с поверхности разделения и используемого абразива повысить качество поверхностного слоя и уменьшить стоимость работ, что показывает актуальность дальнейших экспериментальных исследований и разработки данного направления, подтверждения работоспособности и экономической целесообразности наложения электрического поля на гидроабразивную обработку в промышленности, в частности, при разделении заготовок.
Литература
1.Смоленцев В.П. Контроль и управление качеством продукции: учеб. пособие /В.П. Смоленцев, О.Н. Кириллов, Е.В. Смоленцев
идр.// Воронеж: ФГБОУ ВПО «Воронежский государственный технический университет», 2015. 182 с.
2.Управление системами и процессами: учебник для студ. высш. учеб. заведений; под ред. В.П. Мельникова. – М.: Издательский центр «Академия», 2010. – 336 с.
3.Смоленцев В.П. Средства технологического оснащения и оборудование для электрических методов обработки / В.П. Смоленцев, Е.В. Смоленцев, А.И. Болдырев, О.Н. Кириллов // Воронеж: ВГТУ, 2017, 215 с.
4.Смоленцев В.П. Расчет технологических режимов гидроабразивного разделения материалов с наложением электрического поля / В.П. Смоленцев, Е.В. Гончаров // Вестник Воронежского государственного технического университета, 2012, Том 8 №4. – С. 130-133.
107
5.Смоленцев В.П. Повышение точности гидроабразивной обработки и качества поверхностного слоя в зоне разделения вязких материалов / В.П. Смоленцев, Е.В. Гончаров // Упрочняющие технологии и покрытия, 2012, №4 (88). – С. 45-48.
6.Кириллов, О. Н. Комбинированное гидроабразивное с локальным электрохимическим растворением удаление заусенцев / О.Н. Кириллов, Е.В. Гончаров, В.И. Котуков // Вестник Воронежского государственного технического университета. - 2014. - Т.10. №1.- С. 24 - 26.
7.Абразивные материалы и их основные свойства // ООО
“Гидроабразив” / http://www.gidroabraziv.com/texnologija_2 (дата обращения 12.02.12).
8.Шпилев В.В. Технология гидроабразивной резки / В.В. Шпилев, М.К. Решетников, И.Г. Иванов, Д.А. Бредихин // Современные технологии в машиностроении: сб. ст. XIII Междунар. науч.- практ. конф. – Пенза: ПДЗ, 2009. – С.141-142.
Воронежский государственный технический университет
УДК 51.74+621.01
А.В. Перова, А.С. Березнев
СИНТЕЗ И АНАЛИЗ ОРГАНИЗАЦИОННО-ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ В МАШИНОСТРОЕНИИ
Ключевые слова: организационно-технологическое решение, интегральная оценка, трудности производства
Получение навыков в построении интегральных оценок для выбора и анализа вариантов организационно-технологических решении в машиностроении
Оценка организационно-технологических решений (OTP) машиностроения любого узла является важной составляющей всего комплекса задач теории принятия решений в машиностроении. В современных экономических условиях часто оказывается недостаточным только личный опыт лица, принимающего решение. Недооцен-
108
ка каких-либо факторов на уровне организационно-технологического проектирования может вызвать огромные затраты на этапе производства работ.
Таким образом, важной задачей видится принятие наиболее выгодного варианта производства работ. Критериями здесь могут выступать важнейшие экономические показатели: время выполнения, стоимость, ограничения по ресурсам. Базой для оценки будут являться информация о существующем положении и современных достижениях в области машиностроительного производства. Такую информацию могут представить специалисты, отвечающие за различные аспекты проведения работ (конструктор, технолог, экономист и т.д.). Затем необходимо выработать правило оценки и принятия решения на основе исходной информации.
Пусть известно, что каждое OTP оценивается по п показателям.
Для любого показателя i-1,..., п существует требование |
[0,1]- |
|
(минимально возможное значение показателя). Тогда |
||
достигнутое значение показателя. Очевидно, что к рассмотрению[ ] |
||
принимаются только те OTP, у которых |
. |
0,1 |
≥
Важную роль при оценке OTP играет понятие трудности для каждого показателя. Интуитивно понятно, что чем больше разница между требуемым значением показателя и его фактическим уровнем, тем лучше вариант OTP. Можно рассматривать трудности по стоимости, качеству, времени выполнения работ. Зависимость трудности
для каждого показателя от |
и |
должна обладать следующими |
||
свойствами: |
|
|
|
|
- при |
= |
быть максимальной, т. е. равной 1 (трудность |
||
максимальна при предельно низком значении показателя); |
||||
- при |
=1, >εi быть минимальной, т. е. равной 0 (при пре- |
|||
дельно высоком значении показателя трудность должна быть минимальной);
- при |
|
, =0 быть минимальной, так как при отсутствии |
||||||
требований к показателю допускается любое его значение. |
|
|||||||
|
условий будет справедлива функция вида: |
|
||||||
Для этих> 0 |
|
|
)) |
|
≥ |
|
|
|
= ( |
(1− ))/( (1− |
при |
|
(1) |
||||
Полагаем также, что |
= 0 |
при |
= |
= 0 |
и |
= 1 при |
||
|
|
|
||||||
== 1. После того, как получена формула трудности для каж-
109