

2558
.pdfПри проектировании фасонных режущих инструментов задний угол учитывается в коррекционных расчетах профиля и у некоторых инструментов влияет на снижение их точности при переточках. Минимальная величина α принимается равной 2°.
Передний угол γ определяет положение передней поверхности лезвия и влияет на условия образования стружки, силу резания и на прочность лезвия. Угол γ назначают в зависимости от физико-ме- ханических свойств обрабатываемого материала и конструкции инструмента. Для упрочнения лезвия затачивают фаску вдоль лезвия по передней поверхности под углом γф, равным нулю или даже отрицательной величине.
От угла в плане θ зависит соотношение толщины и ширины срезаемого слоя при постоянных подаче и глубине резания. Он влияет на соотношение составляющих силы резания и на силу, оказывающую воздействие на возможное деформирование заготовки (например, при обработке тонких валов). По технологическим сооб-
ражениям θ = 0...90°.
Вспомогательный угол в плане θ1 влияет на качество обработанной поверхности. Для повышения прочности вершины лезвия сопряжение главной и вспомогательной режущих кромок делают через переходную кромку.
Угол наклона режущей кромки λ влияет на направление схода стружки и упрочнение лезвия инструмента (рис. 3).
При обработке вязких материалов при отрицательном значении угла λ, (режущая кромка ниже вершины) стружка отходит вперед в направлении подачи S инструмента; при положительном λ, (режущая кромка выше вершины) — назад от режущей кромки в сторону образованной поверхности заготовки и может ее портить. Угол λ также влияет на прочность лезвия, на положение точки F первоначального контакта лезвия с обрабатываемым материалом, что особенно важно при прерывистом резании, например при точении, фрезеровании.
31

Рис. 3. Угол λ наклона режущей кромки:
а — определение угла; б — влияние угла λ на направление отвода стружки; в — влияние угла на положение точки контакта
лезвия с обрабатываемой заготовкой
Для изготовления и контроля инструментов необходимо знать геометрические параметры в различных сечениях лезвия, ориентированных относительно баз инструмента, его крепежных поверхностей, например в сечениях I—I и II—II (рис. 4, а), перпендикулярных и параллельных основным базовым поверхностям. У многих инструментов плоскость I—I совпадает с рабочей плоскостью Ps, угол между проекцией главной режущей кромки на основную плоскость условно обозначим θ.
Рассмотрим режущую кромку АВ. В общем случае она расположена по отношению к основной плоскости под углом λ. Ее проекция на основную плоскость образует с линией CD (CD — след сечения задней поверхности основной плоскостью) угол ω. В точке М режущей кромки образуются задние углы между задней поверхностью лезвия и инструментальной плоскостью резания Рпи: в главной секущей плоскости Рη угол EML — инструментальный главный задний угол αи в сечении плоскостью I—I угол EMG, равный α1, и в сечении плоскостью II—II угол EMF, равный αII.
32
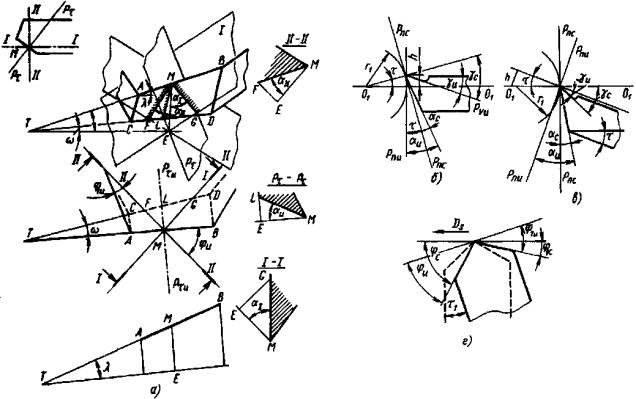
Рис. 4. Определение задних углов в различных плоскостях (а) и изменение геометрических параметров при изменении положения инструмента (б — г)
Если точка режущей кромки находится в плоскости О1О1 (рис. 4, б), параллельной основной инструментальной плоскости Pvи, проходящей через ось О1, относительно которой создается главное вращательное движение, то плоскости основная Pv и резания Рn — инструментальные и статические совмещаются. При смещении рассматриваемой точки режущей кромки относительно плоскости О1О1 на h плоскости резания Pnc и основная Pvc в статической системе координат смещаются относительно их прежнего положения на угол η :
sinη = h / r1.
Это отражается на величинах статических геометрических параметров
33
αс = αи — η, γc = γи + η.
Аналогичные изменения происходят и при изменении положения основной инструментальной плоскости, например при изменении базы инструмента на угол η (рис. 4, б).
Поворот (установки) инструмента (режущего элемента) в основной инструментальной и статической плоскостях, показанный на рис. 4, г, на угол η1 или изменение направления движения подачи влияет на соответствующее изменение углов в плане θ и θ1 и других, связанных с ними геометрических параметров:
θс = θи + η1; θ1 с = θ1и + η1.
На значения кинематических геометрических параметров влияет положение вектора скорости ve результирующего движения резания, т. е. угол η и величина и направление вектора скорости подачи
vs.
Форма и элементы слоя материала, срезаемого за один цикл обработки, зависят от подачи S, формы и положения режущей кромки. Положение режущей кромки определяется углом в плане θ. Толщина срезаемого слоя (см. рис. 4, г) a = S·sinθ.
2.3.Классификация обрабатываемых поверхностей
ирежущего инструмента
Инструменты режущие предназначены для обработки разнообразных поверхностей. Эти поверхности классифицируются по кон- структорско-технологическим признакам, определяющим требования к точности и качеству их изготовления. Точность и качество изготовления взаимозависимы и в свою очередь зависят от метода обработки и применяемого режущего инструмента. Выпускаемый в стране режущий инструмент, а также отдельные его элементы классифицированы по конструктивным признакам и назначению. Ис-
34
пользование классификаторов позволяет правильно выбрать нужный инструмент и заказать его у изготовителей.
2.3.1. Виды поверхностей
По условиям эксплуатации поверхности разделяют на сопрягаемые, базирующие и свободные. По форме поверхности бывают охватывающими (отверстия — цилиндрические, конические, фасонные, пазы) и охватываемыми (валы — цилиндрические, конические, фасонные, шпонки).
Сопрягаемые поверхности в свою очередь подразделяют на охватываемые и охватывающие цилиндрические или призматические. Они характеризуются точностью соединения, обработки поверхностей и степенью шероховатости: чем выше точность соединения, тем выше точность обработки и меньше значение параметра шероховатости. Сопрягаемые поверхности могут быть взаимозаменяемыми (точность их сопряжения обеспечивается точностью изготовления каждой сопрягаемой поверхности в отдельности) и невзаимозаменяемыми (точность соединения достигается индивидуальной подгонкой одной поверхности по другой). Существуют определенные зависимости параметров шероховатости от точности изготовления для взаимозаменяемых поверхностей и зависимость параметра шероховатости от допуска зазора — натяга для посадок пригоняемых деталей. Эти данные приведены в справочной литературе.
Базирующие поверхности служат конструктивными и технологическими базами при механической обработке, их точность и шероховатость определяются также точностью базирования.
Шероховатость свободных несопрягаемых поверхностей определяется требованиями внешнего вида, условиями сборки и т. п., точность их изготовления не регламентируется.
Режущие поверхности инструментов составляют особую разновидность поверхностей. Их точность определяется требованиями к точности изготовления обрабатываемых деталей и условиями обра-
35
ботки, а шероховатость поверхностей — требованиями к точности и шероховатости обработанной поверхности.
Различают «мерный» инструмент, размеры которого определяют размер и точность обрабатываемых поверхностей, и «свобод- но-размерный», с помощью которого обрабатываются свободные, сопрягаемые и базирующие поверхности за счет дополнительного кинематического перемещения инструмента. Например, обработка шпоночного паза может быть осуществлена мерными фрезами или свободно-размерными фрезами, получающими дополнительные перемещения поперек паза.
Требуемые точность и параметр шероховатости поверхностей обеспечиваются различными способами обработки. Каждый из способов предусматривает использование определенных видов инструмента: режущего (резцы, сверла, зенкеры, развертки, протяжки, фрезы и др.) или абразивного (шлифовальные круги, сегменты, бруски, пасты и т. д.).
2.3.2. Классификация режущего инструмента и его элементов
Общесоюзным классификатором продукции (ОКП) режущий инструмент отнесен к 39-му классу. Обозначение (код ОКП) инструмента включает в себя кроме класса (39) подкласс (один знак), группу (один знак), подгруппу (один знак), вид (один знак), порядковый номер (четыре знака). Каждая группа разделяется на подгруппы и виды.
Пример обозначения сверл спиральных быстрорежущих с цилиндрическим хвостовиком средней серии правых, диаметром 1,55 мм, обычного исполнения, без поводка: 39 12133121.
Классификация твердосплавных пластин. По общесоюзному классификатору твердосплавные пластины относятся к 19-му классу. Обозначение (код) их включает в себя номер класса (19), подкласса (марка твердого сплава следующие четыре знака), порядковый номер ОКП пластин (следующие четыре знака) и типоразмер пластин (последние пять знаков для пластин напайных, или шесть
36
знаков для пластин сменных многогранных). Коды ОКП марок инструментальных материалов приведены в табл. 3. Существуют также код серийно-порядкового номера и группа знаков, определяющих типоразмер — в таблицах основных размеров пластин.
Примеры условного обозначения пластин при их заказе.
I. Пластина из твердого сплава марки ВКЗМ, трехгранная (ГОСТ 19044—80*), класс допуска U, длина режущей кромки 16,5
мм; толщина 3,18 мм, радиус r = 0,8 мм: 196511 0354160308.
II. Пластина из твердого сплава марки ВКЗМ, напайная, тип 01 (ГОСТ 25395—82) с порядковым номером 29, исполнение I: 1965110045 01291.
Таблица 3 Обозначения по ОКП инструментальных материалов (твердых сплавов, минералокерамики, сверхтвердых
материалов)
Марка |
Код ОКП |
|
Марка |
Код ОКП |
|
Марка |
Код |
материала |
|
материала |
|
материала |
ОКП |
||
|
|
|
|
||||
|
|
|
|
|
|
|
|
ВК3 |
19 6522 |
|
ВК10-ОМ |
19 6517 |
|
ТТ7К12 |
19 6621 |
|
|
|
|
|
|
|
|
ВК3-М |
19 6511 |
|
ВК15 |
19 6527 |
|
ТТ8К6 |
19 6623 |
|
|
|
|
|
|
|
|
ВК4 |
19 6523 |
|
ВК20 |
19 6528 |
|
ТТ10К8-Б |
19 6622 |
|
|
|
|
|
|
|
|
ВК6 |
19 6524 |
|
Т30К4 |
19 6614 |
|
ТТ20К10 |
19 6624 |
|
|
|
|
|
|
|
|
ВК6-М |
19 6512 |
|
Т15К6 |
19 6613 |
|
KHT16 |
19 6681 |
|
|
|
|
|
|
|
|
ВК6-ОМ |
19 6516 |
|
Т14К8 |
19 6612 |
|
ТН20 |
19 6634 |
|
|
|
|
|
|
|
|
ВК8 |
19 6525 |
|
Т5К10 |
19 6611 |
|
ВОК-60 |
19 7612 |
|
|
|
|
|
|
|
|
ВК10 |
19 6526 |
|
Т5К12 |
19 6615 |
|
В-3 |
19 7611 |
|
|
|
|
|
|
|
|
ВК10-М |
19 6513 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Классификация минералокерамических режущих пластин. Общесоюзным классификатором минералокерамические режущие пластины также отнесены к 19-му классу. Обозначение (код) аналогично обозначению твердосплавных сменных пластин.
37
Коды некоторых марок керамики приведены в табл. 3; коды серийно-порядкового номера пластин и типоразмеров аналогичны кодам твердосплавных пластин.
Классификация сменных многогранных режущих и опорных пластин и стружколомов. Кроме общесоюзного классификатора (ОКП) многогранные пластины и стружколомы имеют систему обозначений, применяемую в международной практике и более наглядно иллюстрирующую конструктивные особенности пластин.
Код режущей пластины в этой системе содержит 10 (при бук- венно-цифровом обозначении) или 11 (при цифровом обозначении) знаков. В табл. 4 — 7 приведено содержание каждой группы или знака. Пример обозначения пластины трехгранной формы (ГОСТ 19044—80) приведен ниже.
Код буквенно- |
Т |
N |
U |
N |
|
|
цифровой |
= 160 308 |
|||||
|
|
|
|
|||
Код цифровой |
01 |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
Группа из последних шести цифр соответствует аналогичной группе цифр в обозначении пластин по ОКП и определяет основные размеры пластин: длину режущей кромки в мм (две цифры), толщину пластины в мм (следующие две цифры) и радиус при вершине, увеличенный в 10 раз (последние две цифры).
Код опорной пластины содержит группу из двух цифр или букв, определяющих форму пластины (табл. 4), букву или цифру, обозначающую задний угол (табл. 5). Следующая группа из четырех цифр определяет основные размеры: длину режущей кромки пластины (две цифры) и толщину опорной пластины в мм (последние две цифры).
Код стружколомающих пластин содержит: группу из двух цифр или букв, определяющих форму пластины (см. табл. 2.3), и группу из четырех цифр, определяющих основные размеры: длину кромки режущей пластины в мм (две цифры) и размер уступа (последние две цифры).
38
Таблица 4
Условное обозначение форм пластин
Группа |
|
|
|
|
Обозначение пластин |
|
||||
|
|
режущих |
опорных |
|
стружколомов |
|||||
|
Форма пластины |
бук- |
циф- |
бук- |
|
циф- |
|
буквенное |
цифровое |
|
|
|
венное |
ровое |
венное |
|
ровое |
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
1 |
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
|
Равносторонняя |
|
|
|
|
|
|
|
|
|
|
и равноугольная: |
|
|
|
|
|
|
|
|
|
|
трехгранная |
Т |
01 |
ОТ |
70 |
|
СТ |
90 |
|
1 |
|
пятигранная |
Р |
10 |
ОР |
75 |
|
— |
— |
|
|
|
шестигранная |
Н |
11 |
ОН |
76 |
|
— |
— |
|
|
|
восьмигранная |
О |
— |
— |
|
— |
|
— |
— |
|
|
квадратная |
S |
03 |
OS |
72 |
|
CS |
91 |
|
|
|
круглая |
R |
12 |
OR |
77 |
|
— |
— |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Равносторонняя |
|
|
|
|
|
|
|
|
|
и |
неравноугольная: |
|
|
|
|
|
|
|
|
|
шестигранная с углом при |
|
|
|
|
|
|
|
|
|
|
|
вершине 80° |
W |
02 |
OW |
71 |
|
— |
— |
|
2 |
ромбическая с углом при |
|
|
|
|
|
|
|
|
|
|
вершине, ° |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
35 |
V |
— |
— |
|
— |
|
— |
— |
|
|
55 |
D |
13 |
OD |
78 |
|
— |
— |
|
|
|
75 |
Е |
— |
— |
|
— |
|
— |
— |
|
|
80 |
С |
04 |
ОС |
73 |
|
— |
— |
|
|
|
86 |
М |
— |
— |
|
— |
|
— |
— |
|
|
|
|
|
|
|
|
|
|
|
|
Неравносторонняя |
|
|
|
|
|
|
|
|
|
3 |
|
и равноугольная |
L |
09 |
— |
|
— |
|
— |
— |
|
|
прямоугольная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Неравносторонняя |
|
|
|
|
|
|
|
|
|
|
и неравноугольная |
|
|
|
|
|
|
|
|
|
|
с углом при вершине, ° |
|
|
|
|
|
|
|
|
|
4 |
|
55 |
К |
08 |
OK |
|
74 |
|
— |
— |
|
|
82 |
В |
— |
— |
|
— |
|
— |
— |
|
|
84 |
F |
07 |
— |
|
— |
|
— |
— |
|
|
85 |
А |
— |
— |
|
— |
|
— |
— |
|
|
|
|
|
|
|
|
|
|
|
39

Таблица 5 Условное обозначение размера заднего угла
Задний угол |
Обозначение |
Задний |
Обозначение |
|||
угол |
||||||
режущих и |
|
|
|
|
||
|
|
|
|
|
||
|
|
режущих и |
|
|
||
опорных |
цифро- |
буквен- |
цифро- |
буквен- |
||
опорных |
||||||
пластин, ° |
вое |
ное |
вое |
ное |
||
пластин, ° |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
|
0 |
1 |
N |
15 |
6 |
D |
|
|
|
|
|
|
|
|
3 |
7 |
А |
20 |
4 |
Е |
|
|
|
|
|
|
|
|
5 |
8 |
В |
25 |
5 |
F |
|
|
|
|
|
|
|
|
7 |
2 |
С |
30 |
9 |
G |
|
|
|
|
|
|
|
|
11 |
3 |
Р |
|
|
|
|
Примечания: 1. Цифрой 0 и буквой О обозначаются задние углы, отличающиеся от указанных в таблице.
2. При различных задних углах на разных режущих кромках выбор буквы определяется задним углом самой длинной режущей кромки.
Таблица 6 Условное обозначение класса допуска пластин
|
Обозначение |
||
Конструктивные особенности |
|
|
|
цифровое |
буквенное |
||
|
|||
|
|
|
|
Шлифованные по опорным и передним |
|
|
|
поверхностям; пластины со стружколо- |
1 |
U |
|
мающими канавками — только по опорным |
2 |
М |
|
поверхностям |
|
|
|
|
|
|
|
Шлифованные по опорным, передним |
3 |
G |
|
и задним поверхностям, пластины со |
|||
4 |
С |
||
стружколомающими канавками — только |
|||
5 |
Е |
||
по опорным и задним поверхностям |
|||
|
|
||
|
|
|
|
40 |
|
|
|