

Билет №21 Приспособления для обработки заготовок сверл.
Широко применяют прижимные планки (трубные доски), тиски, 3х или 4* кулачковые патроны (цилиндрические части). При сверлении отверстий в цилиндрических заготовках их устанавливают на призмы и зажимают прихватами. Для сверления точно расположенных отверстий используют кондукторы.
Переходные втулки, патроны и оправки.
Обработка отверстий выполняется на :1)вертикальных сверлильных сианках;2)радиально-сверлильных станках; 3) многошпиндельных сверлильных станках; 4) горизонтальных сверлильных станках для грубого сверления; 5) центровальных - для получения в торцах заготовок центровочных отверстий; 6) расточных станках -а) горизонтально-, расточные.; б) координатно-расточные, в) алмазно-расточные.
Расточные станки применяются в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных деталях. На расточных станках выполняют: сверление, зенкерование, развертывание, обрабатывание наружных цилиндрических поверхностей резцом, растачивание отверстий, подрезание торцов, нарезание резьбы и фрезерование плоскостей.
Поверхность формируется за счет сочетания главного вращательного движения резца и движения подачи, сообщаемого резцу или заготовке.
Горизонтально-расточной станок
1-станина
 2-стойка
2-стойка
3-шпиндельная бабка с коробкой скоростей
4- планшайба
5-радиальн. суппорт
6-расточной шпиндель
7-стойка
8 - подшипник
9-стол
10-каретка
11-салазки
Задняя стойка с подшипником предназначена для поддержания длинных двухопорных оправок. Подшипник перемещается по задней стойке синхронно со шпиндельной бабкой 3, сохраняя соосность со шпинделем. Заготовку устанавливают на поворотном столе 11, состоящем из двух частей: салазок 9, перемещающихся вдоль станины, и каретки 10, имеющей поперечное перемещение.
Обработка на радиально-сверлильных станках
К фундаментной плите крепят неподвижную колонну с гильзой. Сверху механизм перемещений. На гильзе установлена траверса. На траверсе шпиндельная головка.
Агрегатные ставки.
Одновременно обрабатывается несколько поверхностей корпуса. Компоновка станка разнообразна. Основные узлы - станина, силовая головка, стол, выбираются под конкретную заготовку. Подача вдоль оси вместе с корпусом силовой головки.
Высокая производительность.
Обрабатывают алмазными и твердосплавными резцами. На станине 1 установлена расточная головка 2. Заготовка закрепляется на столе 3 имеющем продольную подачу с механизмом 4. Скорости 200-1000 м/мин, подача 0,01-0,1 мм/об, глубина 0,05-0,2
Координатно-расточные станки
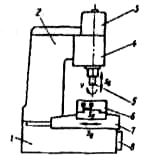
Станки оснащены оптической системой контроля перемещений, точность перемещений 1 мкм. Станки повышенной жесткости. Устанавливают в отдельные помещения Оснащаются системой кондиционирования. Температура помещения 19-21 0С. Обрабатывают точные отверстия, обеспечивается большая точность расположения их осей. На станине 1 расположена стойка 2. Коробка скоростей 3, расточная головка со шпинделем 4. Шпиндель вращается и имеет вертикальное перемещение. Заготовка крепится на столе 6, имеющем салазки 7 и привод 8.