

Билет №14
Формирование поверхностей деталей точением.
Технологический метод формирования поверхности заготовок точением характеризуется наличием 2-х движений: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента (движение подачи).
На вертикальных полуавтоматах и автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на всех прочих - горизонтальную. Движение подачи осуществляется параллельно, перпендикулярно или под углом к оси вращения заготовки.
На станках токарной группы обрабатываются наружные и внутренние поверхности, имеющие форму тел вращения, а также плоские (торцевые) поверхности. На специальных и специализированных - сложные поверхности - спираль Архимеда, циклоды и т.д., а также плоские многогранники (4-х, 6-ти гранные)
Широко применяют закрепление в 3-х кулачковом патроне.
Кулачки бывают прямые, обратные, сырые, закаленные.Твердость кулачка должна быть ниже твердости детали. Для передачи крутящего момента применяют хомутик.

 Опорные
центры делают с твердосплавными
наконечниками, срезанные центры применяют
для обтачивания торцев, шариковые - для
обтачивания конических поверхностей
методом сдвига задней бабки, обратные
- при обработке небольших диаметров.
Опорные
центры делают с твердосплавными
наконечниками, срезанные центры применяют
для обтачивания торцев, шариковые - для
обтачивания конических поверхностей
методом сдвига задней бабки, обратные
- при обработке небольших диаметров.
Вращающиеся центры применяют при срезании большого слоя металла большого сечения или при обработке на больших скоростях.
Для уменьшения деформации от сил резания применяют люнеты. Подвижный люнет устанавливают на продольном суппорте (открытый) неподвижный (закрытый) закрепляют на станке.
Для обработки заготовок типа втулок, колец, стаканов применяют конические оправки –л, цанговые оправки-м, упругие оправки с гидропластмассой-н, гофрированными втулками, тарельчатыми пружинами и т.д.
На токарно-револьверных станках, полуавтоматах и автоматах для закрепления заготовок часто используют цанговые патроны- под прокат.
Ступенчатые валы обтачивают по двум схемам ;деления припуска на части и деления длины заготовки на части.
Билет №16
Наружные конические поверхности обтачивают несколькими способами:
1. Широкими токарными резцами
 с
длиной образующей 20 - 30мм, длина резца
на
1 - Змм больше длины образующей, обтачивают
с продольной ли поперечной подачей
(фаски).
с
длиной образующей 20 - 30мм, длина резца
на
1 - Змм больше длины образующей, обтачивают
с продольной ли поперечной подачей
(фаски).
2.Поворотом каретки верхнего суппорта
 обтачивают
конические поверхности с длиной
образующей
150 200мм,
обтачивают
конические поверхности с длиной
образующей
150 200мм,
угол
конуса любой
![]()
l высота конической поверхности
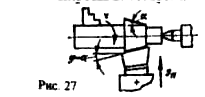
 3.Смещение
корпуса задней бабки в поперечном
направлении
3.Смещение
корпуса задней бабки в поперечном
направлении
располагают под углом к линии центров станка, а образующая - параллельно линии центров
 обтачивают
с продольной подачей длинные конические
поверхности
обтачивают
с продольной подачей длинные конические
поверхности![]() ,
,![]()
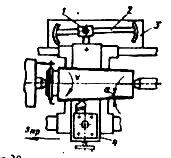
4.Спомощью копировальной конусной линейки
Корпус (3) конусной линейки закрепляют на кронштейнах на станине станка. На корпусе призматическая направляющая (2), которую по шкале устанавливают под углом к линии центров. По направляющей перемещается ползун (I), связанный через рычаг с кареткой суппорта (4) станка.
5.Использование станков и ЧПУ (числовое программированное управление)