

Билет №17
Нарезание резьбы

Нарезание многозаходных резьбтребует точного углового деление дорабатываемой заготовки при переходе от одной нитей к другой. Способы нарезания многозаходных резьб:
Поворотом заготовки на угол при использовании поводкового патрона с прорезами, сделанными под определенными углами.
С использованием специального градуированного патрона, позволяющего повернуть одну часть патрона вместе с заготовкой.
Смещением резца на шаг резьбы с помощью ходового винта верхнего суппорта.
С использованием нескольких резцов со смешением относительно друг друга в осевом направлении на величину шага.

Резьбовые резцы 8 для нарезания наружных и внутренних резьб.
Билет №18 Обработка на токарно-карусельных станках.
На них обрабатывают тяжелые заготовки
больших размеров![]() .
.
Роторы турбин, корпуса, маховики и т.д. Особенность - круглый горизонтальный стол - - карусель с вертикальной осью вращения- Облегчает установку, выверку и закрепление тяжелых заготовок Диаметр карусели 0,5-21м.Обтачивают наружные, растачивают внутренние, сверлят, зенкеруют, сложные поверхности, можно фрезеровать бобышки и пазы, шлифовать и т.д. одновременно несколько поверхностей
Станки бывают одностоечные и двух стоечные.

1-станина,2-стойка, 3-траверса,4 и 9-коро6ки подач,5 и 7-суппорты, 6-перемычка, 8-револьверная головка,11-боковой суппорт с 11-коробка подач, 12-карусель.
Одностоечные токарно-карусельные станки имеют вертикальный револьверный и боковой суппорты.
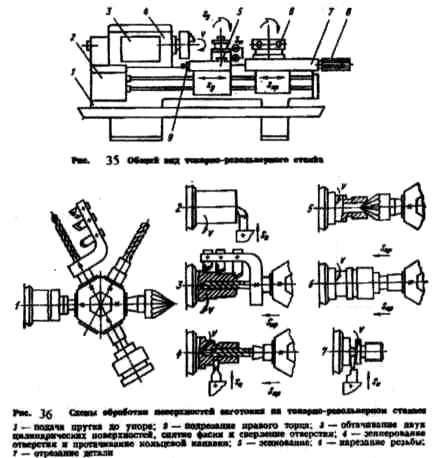
Обработка на токарно-револьверный станках.
Для сложных деталей требуется большое число инструментов. Для сокращения потерь времени необходимо устройство, позволяющее закрепить большое число инструментов. Таким устройством является револьверная головка.
По конструкции револьверной головки различают станки с многогранной револьверной головкой, вращающейся относительно вертикальной оси, станки с круглой головкой, вращающейся относительно горизонтальной оси, станки с наклонной осью револьверной головки.
Станки с многогранной головкой имеют один или два поперечных суппорта. Все инструменты, работающие с продольной подачей закрепляются в револьверной головке (проходные и расточные резцы, сверла, зенкеры, метчики, развертки и т.д.), все работающие с поперечной подачей (отрезные, подрезные, фасонные, галтельные, прорезные и др.) в резцедержателе поперечного суппорта. Рис.36
Станки с круглой головкой поперечных суппортов не имеют. Поперечная подача заменяется вращением головки.
На станках изготавливают штуцера, фланцы, кольца, гайки, болты и т.д. Обтачивают наружные цилиндрические поверхности, подрезают торцы, сверлят, зенкеруют, растачивают, обтачивают фасонные поверхности, протачивают канавки, фаски, галтели, накатывают рифления, нарезают резьбу - метчиками и плашками
Обработка на многорезцовых токарных полуавтоматах.
 Обрабатывают
заготовки типа ступенчатых валов.
Обрабатывают
заготовки типа ступенчатых валов.
Имеется два суппорта - нижний и верхний. Нижний имеет только продольную подачу, верхний - поперечную На нижнем проходные резцы, на верхнем - подрезные, прорезные, фасонные, галтельные, для фасок. При наладке резцы устанавливают так, чтобы одновременно обрабатывалось несколько поверхностей. На многорезцовых полуавтоматах обтачивают только наружные поверхности заготовок: цилиндрические, конические, фасонные, плоские торцовые, кольцевые канавки, галтели, фаски.