

Конструкционные материалы. Свариваемость и сварка
.pdf7.МАРТЕНСИТНО-ФЕРРИТНЫЕ СТАЛИ
7.1.СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЕ СТАЛЕЙ
Сточкизрениякоррозионнойстойкостиоптимальноесодержание Cr в сталях составляет 12–14 %. Такой уровень легирования хромом обеспечивает легкую пассивацию поверхности во многих агрессивных средах, связанныхспроизводствомнефтехимическихпродуктов.
При повышении содержания хрома больше 12 % коррозионная стойкость практически не увеличивается. Но при этом проявляется склонность стали к охрупчиванию и снижению прочности. Это связано с формированием в структуре значительного количества ферритной составляющей.
Стали с содержанием 13–14 % хрома, имеющие частичное
γ→α(М)-превращение, относят к мартенситно-ферритным. По структуре мартенситно-ферритные стали соответствуют сплавам Fe – Cr, при охлаждении которых полиморфные превращения соответствуют реакции δ → γ + δ → α(М) + δ. Количество δ-феррита в сталях повышается с увеличением содержания Cr и снижением концентрации С. Свведением углерода границы существования области γ-твердых растворовсдвигаютсявсторону болеевысокогосодержанияCr.
В табл. 7.1 приведен состав некоторых высокохромистых мар- тенситно-ферритных сталей.
Таблица 7 . 1 Химический состав мартенситно-ферритных сталей
Маркастали |
|
|
Содержаниеэлементов, % |
|
||||
C |
Si |
Mn |
S |
P |
Cr |
Прочие |
||
|
||||||||
08Х13 |
≤0,08 |
≤0,80 |
≤0,08 |
≤0,025 |
≤0,030 |
12,0–14,0 |
– |
|
12Х13 |
0,09–0,15 |
≤0,80 |
≤0,80 |
≤0,025 |
≤0,030 |
12,0–14,0 |
– |
|
20Х13 |
0,16–0,25 |
≤0,80 |
≤0,80 |
≤0,025 |
≤0,030 |
12,0–14,0 |
– |
|
08Х14МФ |
0,03–0,12 |
0,20–0,45 |
0,8–1,2 |
≤0,022 |
≤0,035 |
12,0–14,8 |
0,2–0,4 Mo |
|
|
|
|
|
|
|
|
0,15–0,3 V |
|
14Х17Н2 |
0,11–0,17 |
≤0,80 |
≤0,80 |
≤0,025 |
≤0,030 |
16,0–18,0 |
1,5–2,5 Ni |
|
131
Несмотря на отрицательное влияние δ-феррита на пластичность и ударную вязкость, мартенситно-ферритные стали марок 08Х13, 12Х13, 20Х13, 08Х14МФ и др. довольно широко применяются при изготовлении химических аппаратов и энергетического оборудования. Наиболее широкое применение в машиностроении имеют стали марок 08Х13 и 08Х14МФ с пониженным содержанием углерода. Сталь 08Х13 используют в виде как однородного листа и труб, так и коррозионного слоя биметалла. Сваренные детали из стали 08Х13 применяют в основном для изготовления внутренних устройств химических аппаратов и энергетического оборудования. Биметалл с плакирующим слоем из стали 08Х13 используют для изготовления нефтехимического оборудования, работающего под давлением при температурах от –40 до +560 °С.
Сталь 08Х14МФ применяется на предприятиях энергетического машиностроения, в основном в виде труб для изготовления теплообменного оборудования, работающего при температурах до 350 °С. Стали 12Х13 и 20Х13 с повышенным содержанием углерода используются для изготовления деталей различных турбин и насосов с температурой эксплуатации до 500 °С.
Сталь марки 14Х17Н2 с большим содержанием Cr, но имеющая мартенситно-ферритную структуру благодаря дополнительному легированию Ni, отличается высокой коррозионной стойкостью, не склонна к межкристаллитной коррозии. Применяется данная сталь для внутренних устройств оборудования АЭС (табл. 7.2).
|
Таблица 7 . 2 |
||
Применение мартенситно-ферритных сталей |
|
||
|
|
|
|
|
|
|
Температура |
Марка стали |
Примеры использования |
|
эксплуата- |
|
|
|
ции, °С, |
1 |
2 |
|
3 |
|
Корпусы, днища, трубные решетки, |
|
|
|
внутренние устройства химических |
|
|
08X13 |
аппаратов, корпусы цилиндров паровых |
|
40–550 |
|
и газовых турбин, рабочие и направ- |
|
|
|
ляющие лопатки, диафрагмы |
|
|
132
Окончание табл. 7 . 2
1 |
2 |
3 |
|
08X13 (плакирующий |
Корпусы, днища, патрубки химических |
|
|
слойбиметалла) |
аппаратов, подведомственных |
40–560 |
|
(Ст. 3, 20К, 16ГС, 12ХМ, |
|||
Ростехнадзору |
|
||
12МХ+ 08X13) |
|
||
|
|
||
08X14МФ |
Теплообменникидлятепловыхиатомных |
350 |
|
электростанций, облицовкахранилищ |
|||
|
|
||
12X13 |
Детали паровых, газовых |
500 |
|
и гидравлических турбин |
|||
|
|
||
20X13 |
Детали насосов |
500 |
|
14Х17Н2 |
Детали внутренних устройств |
400 |
|
оборудования АЭС |
|||
|
|
Механические свойства мартенситно-ферритных сталей регламентируют в зависимости от толщины и вида проката (табл. 7.3). В связи с возможностью формирования структуры с большим количеством ферритной составляющей, способствующей охрупчиванию, нормативными документами, как правило, не предусматриваются требования по величине ударной вязкости. Лишь для отдельных видов проката сталей марок 08Х13 и 12Х13 регламентирована величина ударной вязкости.
Таблица 7 . 3 Механические свойства мартенситно-ферритных сталей
Маркастали |
ГОСТ, ТУ |
σ0,2, |
σв, МПа |
δ5, % |
ψ, % |
KCU, |
МПа |
МДж/м2 |
|||||
|
|
|
|
неменее |
|
|
08X13 |
ГОСТ5949–75 |
410 |
590 |
20 |
60 |
1,0 |
12X13 |
ГОСТ5949–75 |
410 |
590 |
20 |
60 |
0,9 |
20X13 |
ГОСТ5949–75 |
440 |
650 |
16 |
55 |
0,8 |
08Х14МФ |
ТУ14-1-3452–82 |
300 |
450 |
22 |
– |
– |
14Х17Н2 |
ГОСТ5949–75 |
635 |
835 |
10 |
30 |
0,5 |
133
7.2. СВАРИВАЕМОСТЬМАРТЕНСИТНО-ФЕРРИТНЫХСТАЛЕЙ
Фазовые и структурные превращения при сварке
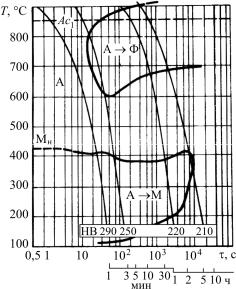
У стали марки 08Х13 с содержанием углерода менее 0,08 % термокинетическая диаграмма распада аустенита имеет две области превращения: в интервале 600–930 °С, соответствующем образованию феррито-карбидной структуры, и 120–420 °С – мартенситной (рис. 7.1). Количество превращенного аустенита в каждом из указанных температурных интервалов зависит главным образом от скорости охлаждения. Например, при охлаждении со средней скоростью 0,025 град/с превращение аустенита происходит преимущественно в верхней области с образованием феррита и карбидов. Лишь 10 % аустенита в этом случае превращаются в мартенсит в процессе охлаждения от 420 °С. Повышение скорости охлаждения стали до 10 град/с способствует переохлаждению аустенита до
Рис. 7.1. Термокинетическая диаграмма распада аустенита стали 08Х13
134
температуры начала мартенситного превращения (420 °С) и полному его бездиффузионному превращению. Изменения в структуре, обусловленные увеличением скорости охлаждения, сказываются и на механических свойствах сварных соединений. С возрастанием доли мартенситанаблюдаетсяснижениеударнойвязкости.
Изменения термического цикла сварки не одинаково влияют на сопротивление образованию холодных трещин мартенситно-фер- ритных сталей. Для стали 20X13 увеличение скорости охлаждения металла шва с 15 до 180 град/с в интервале температур 600–500 °С монотонно снижает сопротивляемость образованию холодных трещин, а для сталей 08X13 и 12X13 – холодные трещины возникают при скорости охлаждения более 15 град/с.
Увеличение содержания углерода приводит к сдвигу в область более низких температур границы превращения γ → (α + К) и γ → (α + М). У сталей с содержанием углерода 0,10–0,25 % в результате этого полное мартенситное превращение имеет место после охлаждения со скоростью 1 град/с.
Сопротивляемость холодным трещинам и хрупкому разрушению
Всвязи с высокой склонностью к подкалке в сварных соединениях этих сталей возможно образование холодных трещин. Склонность к образованию холодных трещин при сварке зависит от характера распада аустенита в процессе охлаждения.
Вслучае формирования мартенситной структуры ударная вязкость сварных соединений сталей с содержанием 13 % хрома снижается до 0,05–0,10 МДж/м3. Последующий отпуск при 650–700 °С при-
водит к распаду структуры закалки, выделению карбидов, в результате чего тетрагональность мартенсита уменьшается. После отпуска ударная вязкость возрастает до 1 МДж/м2. С учетом такой возможности восстановления ударной вязкости большинство марок мартенсит- но-ферритных сталей имеют повышенное содержание углерода для предотвращения образования значительного количества феррита вструктуре. Таким путем удается избежать охрупчивания стали.
135
Однако при этом наблюдают ухудшение свариваемости вследствие склонности сварных соединений к холодным трещинам из-за высокой хрупкости околошовного металла со структурой низкопластинчатого мартенсита.
Формирование значительного количества δ-феррита в структуре околошовного металла резко уменьшает склонность сварных соединений к образованию холодных трещин. Образование большого количества δ-феррита характерно для сталей с содержанием 13 % Cr и <0,1 % С. Количество δ-феррита в структуре околошовного металла зависит от уровня температуры нагрева. В участках, нагреваемых до температур, близких к концу кристаллизации Ts, количество δ-феррита в структуре может стать подавляющим. Такая структура характерна для участка зоны термического влияния, примыкающего к линии сплавления со швом и подвергающегося при сварке влиянию более высоких температур. Ширина этого участка мало зависит от температуры подогрева, но возрастает с погонной энергией сварки. Поэтому для сталей 08Х13 и 08Х14МФ с увеличением ширины участка с большим количеством δ-феррита отрицательное влияние его на вязкость сварных соединений возрастает.
Выбор теплового режима сварки
В соответствии с табл. 7.4 сварка мартенситно-ферритных сталей производится в основном с предварительным и сопутствующим подогревом. Даже для узлов из стали 08Х13 с наиболее низким содержанием углерода при сварке рекомендуется подогрев до 150–250 °С с последующей термической обработкой. Подогрев не производится только при сварке плакитирующего слоя биметалла. Предварительный и сопутствующий подогрев снижает уровень сварочных напряжений и способствует мартенситному превращению в условиях, способствующих его самоотпуску, т.е. образованию более равновесных структур. В результате этого склонность сварных соединений к образованию трещин резко снижается.
136
Таблица 7 . 4 Особенноститепловогорежимасваркимартенситно-ферритныхсталей
Маркастали |
Температура |
Времявылеживания |
Термическая |
|
подогрева, °С |
дотермической |
обработка |
||
|
обработки, ч |
|||
|
|
|
||
08Х13 |
150–250 |
Неограничено |
Отпускпри |
|
680–700 °С |
||||
|
|
|
||
08Х13 плакитирующий |
Безподогрева |
Неограничено |
Непроизводится |
|
слойбиметалла |
|
|
|
|
08Х14МФ |
Безподогрева |
Неограничено |
Непроизводится |
|
12Х13 |
≥300 |
2 |
Отпускпри |
|
700–720 °С |
||||
|
|
|
||
20Х13 |
≥300 |
2 |
Отпускпри |
|
700–720 °С |
||||
|
|
|
||
14Х17Н2 |
150–250 |
Неограничено |
Отпускпри |
|
620–640 °С |
||||
|
|
|
Дополнительное легирование стали 08Х14МФ карбидообразующими элементами снижает «эффективное» содержание С и устойчивость аустенита в процессе охлаждения, способствуя его распаду уже при 300 °С. Тетрагональность мартенсита уменьшается, что благоприятно сказывается на свариваемости. Сталь 08Х14МФ, легированная дополнительно Mo и V, сваривается в результате этого без подогрева.
7.3. ТЕХНОЛОГИЯ СВАРКИ И СВОЙСТВА СОЕДИНЕНИЙ
Способы сварки и сварочные материалы
Сварка мартенситно-ферритных высокохромистых сталей должна выполняться только при положительной температуре окружающего воздуха. Применяют ручную дуговую сварку покрытыми электродами, сваркувсредезащитныхгазовиавтоматическуюподфлюсом.
Применяемые сварочные материалы разнообразны (табл. 7.5), их марки регламентированы в ОСТ 26-01–77, РТМ 108.940.08–85 и отраслевых инструкциях.
137
Таблица 7 . 5
Сварочные материалы для дуговых способов сварки мартенситно-ферритных сталей
|
|
Сваркавсреде |
Автоматическаясварка |
|
Марка |
Типэлектрода |
защитныхгазов |
подслоемфлюсом |
|
стали |
имарка |
Сварочная |
Сварочная |
Флюс |
|
|
проволока |
проволока |
|
|
|
|
||
|
Э-12Х13 |
|
|
|
|
(УОНИ-13/НЖ, |
|
|
|
|
АНВ-1) |
|
|
|
|
ЦЛ-51 |
|
|
АН-26с, |
|
Э-10Х25Н13Г2 |
Св-06Х25Н12Т, |
Св-07Х25Н12Г2Т, |
|
|
(ОЗЛ-6, ЦЛ-25) |
АНФ-14, |
||
08X13 |
Э-10Х25Н13Г2Б |
Св-08Х25Н13БТЮ, |
Св-06Х25Н12ТЮ, |
ОФ-6, |
|
(ЦЛ-9) |
Св-07Х25Н12Г2Т |
Св-08Х25Н12БТЮ |
АН-18 |
|
Э-08Х20Н15ФБ |
|
|
|
|
(АНВ-9) |
|
|
|
|
Э-10Х20Н15Б |
|
|
|
|
(АНВ-10) |
|
|
|
08X14МФ |
Э-10Х25Н13Г2 (ЦЛ- |
Св-04Х20Н5М6Б |
Св-07Х25Н13 |
АН-26 |
|
25) |
Св-07Х25Н13 |
|
|
|
Э-12X13 (ЛМЗ-1), |
|
|
|
|
Э-06Х13Н(ЦЛ-41) |
|
|
|
|
ЦЛ-51 |
|
|
|
12X13 |
Э-11X15Н25М6АГ2 |
– |
– |
– |
|
(ЭА-395/9) |
|
|
|
|
Э-10Х25Н13Г2 |
|
|
|
|
(ЗиО-8, ЦЛ-25) |
|
|
|
|
ЦЛ-51 |
|
Св-07Х25Н13 |
АН-26 |
20X13 |
Э-10Х25Н13Г2 |
– |
||
|
(ЗиО-8, ЦЛ-25) |
|
|
|
14Х17Н2 |
Св-10Х18Н2 (АНВ-2) |
Св-08Х18Н2ГТ, |
Св-08Х18Н2ГТ, |
АН-26с, |
Св-08Х14ГНТ |
Св-08Х14ГНТ |
ОФ-6, |
||
|
|
|
|
АНФ-6 |
Сварочные материалы можно разделить на две группы:
1) с химическим составом, при котором наплавленный металл имеет химический состав, структуру и свойства, близкие к сталям этой группы;
138
2) с химическим составом, обеспечивающим получение аустенитного наплавленного металла, при этом прочностные свойства сварных соединений ниже, чем у основного металла, а пластические достаточно высоки.
Электродыдлясваркимартенситно-ферритныхсталейсособыми свойствами должны удовлетворять требованиям ГОСТ 10052–75. Для деталей иузлов из стали14Х17Н2 также применяется способ электрон- но-лучевойсварки.
Низкоуглеродистая сталь 08X13 сваривается без подогрева при минимальной погонной энергии дуги с охлаждением до температуры ниже 100 °С после наложения каждого валика для предотвращения чрезмерного роста зерна и снижения ударной вязкости в околошовной зоне сварного соединения.
Высокохромистый мартенситно-ферритный металл шва склонен также к образованию горячих кратерных трещин, особенно в корневыхслояхприналичиизазоров. Исходяиз этогоприсваркекратеры должны выводиться на фаску свариваемых элементов соединения, апри появлении кратерных трещин они должны удаляться механическимспособом.
Термическая обработка, механические и служебные свойства соединений
Из-за опасности образования холодных трещин и просто хрупкого разрушения вследствие резкого снижения ударной вязкости околошовного металла сварные соединения мартенситноферритных сталей подвергаются термическому отпуску для «смягчения» структур закалки и снятия остаточных напряжений. Режим термической обработки приведен в табл. 7.4. Поскольку для сталей 08Х13, 08Х14МФ, 12Х13 и 20Х13 применяют в основном аустенитные сварочные материалы, то прочностные свойства их сварных соединений ниже, чем у основного металла. Равнопрочность достигается при использовании для сварки электродов и проволок, обеспечивающих получение металла швов с мартенситной структурой (электродов АНВ-1, АНВ-2, ЦЛ-51).
139
К сварным соединениям стали 14Х17Н2 предъявляют требования стойкости к межкристаллитной коррозии. Эта стойкость обеспечивается рекомендуемой термообработкой (табл. 7.6).
Таблица 7 . 6
Механические свойства сварных соединений мартенситно-ферритных сталей (не менее)
|
|
|
Металлшва |
|
|
|
Сварное |
|
||
Сталь, |
Способсварки. |
|
|
|
соединение |
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
Угол |
||
марка |
Сварочныематериалы |
, |
, |
, |
, |
KCU, |
, |
|
KCU, |
|
|
|
σ0,2 |
σв |
δ5 |
ψ |
2 |
σв |
|
2 |
заги- |
|
|
МПа |
МПа |
% |
% |
МДж/м |
МПа |
МДж/м |
ба |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
9 |
10 |
|
РДС |
|
|
|
|
|
|
|
|
|
|
Электроды: |
|
|
|
|
|
|
|
|
|
|
Э-10Х25Н13Г2 |
|
|
|
|
|
|
|
|
|
|
(ОЗЛ-6, ЦЛ-25) |
|
|
|
|
|
|
|
|
|
|
Э-10Х25Н13Г2Б(ЦЛ-9) |
|
|
|
|
|
|
|
|
|
|
Э-08Х20Н15ФБ(АНВ-9) |
|
|
|
|
|
|
|
|
|
|
Э-10Х20Н15Б(АНВ-10) |
300 |
540 |
15 |
15 |
0,5 |
540 |
|
0,5 |
40 |
|
Э-12Х13 |
|
|
|
|
|
|
|
|
|
|
(УОНИ-13/НЖ, АНВ-1) |
490 |
637 |
12 |
35 |
0,5 |
590 |
|
0,5 |
– |
|
ЦЛ-51 |
|
|
|
|
|
|
|
|
|
|
АДС |
|
|
|
|
|
|
|
|
|
08X13 |
Проволока: |
|
|
|
|
|
|
|
|
|
|
Св-07Х25Н12Г2Т, |
|
|
|
|
|
|
|
|
|
|
Св-06Х25Н12ТЮ, |
|
|
|
|
|
|
|
|
|
|
Св-08Х25Н12БТЮ |
|
|
|
|
|
|
|
|
|
|
Флюс: |
|
|
|
|
|
|
|
|
|
|
АН-26с, АНФ-14, |
|
|
|
|
|
|
|
|
|
|
ОФ-6, АН-18 |
300 |
540 |
15 |
15 |
0,5 |
540 |
|
0,5 |
40 |
|
АрДС |
|
|
|
|
|
|
|
|
|
|
Проволока: |
|
|
|
|
|
|
|
|
|
|
Св-06Х25Н12Т, |
|
|
|
|
|
|
|
|
|
|
Св-08Х25Н13БТЮ, |
|
|
|
|
|
|
|
|
|
|
Св-07Х25Н12Г2Т |
300 |
540 |
15 |
15 |
0,5 |
540 |
|
0,5 |
– |
08X14МФ |
РДС |
|
|
|
|
|
|
|
|
|
Электроды: |
|
|
|
|
|
|
|
|
|
|
|
Э-10Х25Н13Г2 (ЦЛ-25) |
300 |
540 |
15 |
15 |
0,5 |
450 |
|
0,5 |
– |
140