

Технология конструкционных материалов. Способы получения деталей (за
.pdfГибка операция, с помощью которой задается криволинейная форма заготовке 3 при помощи пуансона 1 и матрицы 2 гибочного штампа. Гибка бывает одноугловая (V-образная) и двухугловая (U-образная) (рис. 52, д, е).
Вытяжка операция превращения плоской заготовки
вполую деталь 3 с помощью пуансона 1 и матрицы 2 вытяжного штампа. Зазор между пуансоном и матрицей обеспечивает необходимую толщину детали (рис. 52, ж), равную толщине заготовки. При вытяжке заготовки с утонением стенки (рис. 52, з), называемой протяжкой, зазор между матрицей и пуансоном
всреднемдолжен быть меньше толщины листа.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
3 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
2 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
а |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в |
|
|
|
|
|
г |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
д |
|
|
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
2 |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ж |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
з |
и |
|
|
к |
||||||||||||||||||||||||||||||||||||||||||||
Рис. 52. Технологические операции листовой штамповки
101

Отбортовка и разбортовка операции соответственно для образования борта по наружному контуру заготовки или по контуру ранее выполненного отверстия (рис. 52, и).
Формовка изменение формы заготовки или полуфаб-
1риката посредством местных деформаций, например, увели-
|
|
|
|
|
|
|
|
|
чение диаметра средней части |
||
|
|
1 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
полой детали (рис. 52, к). Раз- |
||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
дачу средней части вытянутого |
||
|
|
|
|
|
|
|
|
|
стакана осуществляют с помо- |
||
|
1 |
|
|
|
|||||||
|
|
|
|
|
б |
||||||
|
|
|
а |
||||||||
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
щью резинового вкладыша или |
||
Рис. 53. Примерыраскроямате- |
|||||||||||
|
|
риаласперемычками1 (а) |
жидкости в разъемной матрице. |
||||||||
|
|
|
|
и без перемычек (б) |
При |
разработке |
техноло- |
||||
|
|
|
|
|
|
|
|
|
гического |
процесса |
изго- |
товления деталей следует стремиться к уменьшению потерь металла в процессе листовой штамповки. Основной отход при листовой штамповке составляет так называемая высечка, т.е. часть листовой заготовки после ее вырубки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки, хотя в отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента).
Расположение контуров смежных вырубаемых заготовок на листовом металле называется раскроем. Тип раскроя следует выбирать из условия уменьшения отхода металла в высечку. Примеры раскроя материала с перемычками 1 показаны на рис. 53, а, без перемычек – на рис. 53, б.
Для листовой штамповки используют различные прессы: кривошипные, гидравлические.
102

7.7. Высокоскоростная штамповка
Основные разновидности высокоскоростной листовой штамповки штамповка взрывом, электрогидравлическая и электромагнитная.
Взрывом штампуют обычно в бассейне, наполненном водой (рис. 54, а). Заготовку, зажатую между матрицей и прижимом, опускают в бассейн. Полость матрицы под заготовкой вакуумируется, чтобы воздух не препятствовал плотному ее прилеганию к матрице. Заряд с детонатором
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Iв |
|
||
1 2 |
|
|
|
|
|
|
|
|
8 |
|
|
||||||||
|
3 4 |
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
q |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
б |
|||||||||
|
|
а |
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Рис. 54. Схемы импульсных способов листовой штамповки: а штамповка взрывом; б электромагнитная штамповка: 1 заряд; 2 уровень воды; 3 заготовка; 4 прижим; 5 матрица; 6 вакуумная система; 7 соленоид; 8 пуансон
подвешивают в воде над заготовкой. Взрыв образует ударную волну высокого давления, которая, достигая заготовки, вызывает ее разгон. Процесс штамповки длится тысячные доли секунды, а скорости перемещения заготовки соизмеримы со скоростями распространения пластических деформаций в металле.
Взрывной штамповкой с успехом получают пространственные детали, которые при штамповке в металлических штампах изготовляют вытяжкой и формовкой.
103
При штамповке взрывом не требуется дорогостоящего прессового оборудования, конструкция штампа крайне проста.
Электрогидравлическую штамповку также осуществля-
ют в бассейне с водой. Ударная волна, разгоняющая заготовку, возникает при кратковременном электрическом разряде в жидкости. В результате разряда в жидкости возникает ударная волна, которая, дойдя до заготовки, оказывает на нее сильное воздействие и деформирует ее по матрице.
Электромагнитная штамповка по принципу создания импульсно воздействующих на заготовку сил отличается от ранее рассмотренных (рис. 54, б). Электрическая энергия преобразуется в механическую за счет импульсного разряда батареи конденсаторов через соленоид 7, вокруг которого при этом возникает мгновенное магнитное поле высокой мощности, наводящее вихревые токи в трубчатой токопроводящей заготовке 3. Взаимодействие магнитных полей вихревых токов Iв с магнитным полем индуктора создает механические силы q, деформирующие заготовку. Электромагнитной штамповкой трубчатых и плоских заготовок можно проводить раздачу, обжим, формовку и операции по получению неразъемных соединений деталей (соединение концов труб, запрессовка в трубах колец, соединение втулки со стержнем и т.д.).
104
V. ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
1. Классификация процессов сварки
Сваркой металлов называется процесс получения неразъемных соединений металлических изделий с помощью нагрева или пластической деформации и использования межмолекулярных и межатомных сил сцепления.
Кроме металлов, сварке могут подвергаться и неметаллические материалы пластмассы, стекло. Во время сварки металл в сварочной зоне может быть твердым или жидким. При твердом состоянии металла для осуществления процесса сварки необходима пластическая деформация. Если металл в сварочной зоне жидкий, то соединение происходит без приложения давления, в результате перемешивания расплавленных частей основного и присадочного металла.
При классификации процессов целесообразно выделить три основных физических признака: наличие давления, форму вводимой энергии и вида инструмента носителя энергии. Остальные признаки можно условно отнести к техническим или технологическим (табл. 2). Признак по наличию давления применим только к сварке и пайке. По виду вводимой в изделие энергии все сварочные процессы, включая сварку, пайку, резку и другие, могут быть разделены на термические, термомеханические, механические и особые.
Термические процессы идут без давления (сварка плавлением), остальные обычно с давлением (сварка давлением).
Термины «класс», «метод», «вид», «способ» являются условными, но, войдя в классификацию, они позволяют в дальнейшем вести четкую систему типизации процессов сварки. Термин «процесс» используется как независимый от классификационных групп.
105
Таблица 2
Классификация методов сварки металлов по физическим признакам
|
|
|
|
Сварка без давле- |
Сварка с давлением |
||
ния плавлением |
|||
|
|
||
Термические |
Термомеханические |
Механические |
|
процессы |
процессы |
процессы |
|
Газовая |
Контактная* |
Холодная |
|
Термитная |
Газопрессовая |
Трением |
|
Дуговая* |
Индукционная с давле- |
Ультразвуковая |
|
|
нием |
|
|
Электрошлаковая* |
Дугопрессовая |
Взрывом |
|
|
(дугоконтактная) |
|
|
Индукционная |
Печная с давлением* |
Вакуумным |
|
|
|
схватыванием |
|
Электронно-лучевая |
Термитная с давлением |
|
|
Фотонно-лучевая |
Термокомпрессионная |
|
|
(лазерная) |
|
|
|
Плазменно-лучевая |
Диффузионная* |
|
|
(микроплазменная) |
|
|
|
* Рекомендуется |
дополнительная классификация по техническим |
||
и технологическим признакам.
Классификация методов сварки по физическим признакам приведена в табл. 2. Физические признаки являются общими для всех методов сварки.
2. Способы сварки плавлением
2.1. Электрическая дуговая сварка
Классификация способов дуговой сварки
В зависимости от способа включения в сварочную цепь основного и присадочного металла и характера воздействия на них сварочной дугиразличаютосновные виды дуговой сварки.
По способу Бенардоса (рис. 55, а) дуга 2 постоянного тока при прямой полярности (минус – на электроде, плюс на изделии) горит между угольным или графитовым электродом 1 и свариваемым изделием 3. Присадочный металл 4 по-
106

дается в зону сварки. При обратной полярности электрод становится анодом (плюс – на электроде), а изделие катодом (минус – на изделии).
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
1 |
|
||
|
|
|
|
|
|
|||
|
|
|
|
|
||||
|
2 3 |
|
2 3 |
|||||
4 |
||||||||
|
|
|||||||
|
||||||||
|
|
|
|
|
|
|
|
|
аб
2 3 |
|
2 3 |
|
|
вг
Рис. 55. Схемы основных видов дуговой сварки
По способу Славянова (рис. 55, б) дуга 2 постоянного
(при прямой или обратной полярности) или переменного тока горит между плавящимся металлическим электродом 1 и свариваемым изделием 3. Расплавляясь дугой, электрод одновременно является и присадочным металлом, постоянно пополняя сварочную ванну.
При сварке дугой косвенного действия (рис. 55, в) дуга го-
рит между двумя плавящимися или неплавящимися электродами 1, основнойметалл3 нагреваетсяиплавитсятепломстолбадуги2.
При сварке трехфазной дугой (рис. 55, г) к разным фа-
зам трехфазного тока в сварочную цепь включены два изолированных один от другого электрода 1 и свариваемое изделие 3. Дуга 2 возбуждается между каждым неплавящимся электродом и изделием, и между электродами одновременно возникают три дуги.
Сварка трехфазной дугой по производительности в 2–3 раза превышает дуговую сварку по способу Славянова. Этот метод преимущественно используют при автоматической сварке металла большой толщины.
107
Сварочная дуга и ее свойства
Физическая сущность дуги. Сварочная дуга представ-
ляет собой мощный электрический разряд в газах, сопровождаемый выделением значительного количества тепла и света.
Для разогрева катода между ним и анодом (они подключены к источнику сварочного тока) производят кратковременное короткое замыкание электрода на заготовку. После отрыва электрода от изделия с разогретого катода, которым при сварке постоянным током могут являться и электрод,
иизделие (при переменном токе полярность постоянно изменяется), под воздействием электрического поля начинается электронная эмиссия. Электроны, вылетевшие с поверхности катода, направляются к аноду и, сталкиваясь с молекулами
иатомами воздуха, ионизируют их. Образуемые в воздушном промежутке отрицательные ионы и электроны перемещаются
каноду, а положительные ионы к катоду. На поверхности катода и анода осуществляется нейтрализация заряженных частиц и преобразование электрической энергии в тепловую.
Электрические свойства дуги. К основным парамет-
рам, характеризующим свойства дуги, относятся напряжение, ток и длина дуги. Зависимость между напряжением
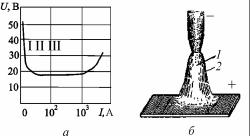
итоком при установившемся стационарном состоянии дуги выражается статической вольт-амперной характеристикой (рис. 56, а). Она может быть падающей I, жесткой II
Рис. 56. Статическая вольт-амперная
характеристика и строение сварочной дуги
108
и возрастающей III. Самое широкое применение имеет дуга с жесткой характеристикой, при которой напряжение на дуге не зависит от силы сварочного тока. Дугу с возрастающей характеристикой применяют при автоматической сварке под флюсом на повышенных плотностях тока и при сварке в защитных газах плавящимся электродом. Дуга с падающей характеристикой малоустойчива и имеет ограниченное применение. Зависимость между напряжением и длиной дуги, имеющей жесткую характеристику, выражается следующей эмпирической формулой:
|
Uд a blд , |
где Uд |
напряжение на дуге, В; |
a и |
b коэффициенты, зависящие от рода материала |
электрода, состава газовой среды и т.п.; |
|
lд |
длина дуги, мм. |
При сварке стальными электродами в атмосфере воздуха
а = 10 В, а b = 2 В/мм.
Строение дуги и ее тепловые свойства. Сварочная ду-
га (рис. 56, б) состоит из трех частей: катодной, анодной и столба дуги. В столбе дуги 1, температура которого 6000…7000 С, происходят процессы ионизации и перемещения заряженных частиц к катоду и аноду. Столб дуги окружен раскаленной смесью 2 паров электродного и свариваемого металлов и продуктов реакции этих паров с окружающей газовой средой.
Тепловая мощность дуги определяется по формуле q KU д Iсв Дж/с 0,24KU д Iсв кал/с ,
где K коэффициентнесинусоидальностинапряженияи тока; U д напряжение дуги, В;
Iсв сварочный ток, А.
109
Для постоянного тока K = 1, а при переменном токе изменяется от 0,7 до 0,97.
Не все тепло дуги расходуется на плавление присадочного и основного металлов: примерно 50 % идет на нагрев изделия; около 30 % на нагрев электрода и почти 20 % составляют потери тепла в окружающее пространство. При питании дуги постоянным током большее количество тепла, примерно 42…43 %, выделяется на аноде, около 36…38 % на катоде и приблизительно 20…21 % в столбе дуги. Поэтому температура анода несколько выше температуры катода.
Источники тока для дуговой сварки
Для дуговой сварки применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы постоянного тока и сварочные выпрямители селеновые, германиевые и кремниевые.
При сварке переменным током используют преимущественно сварочные трансформаторы, которые применяются значительно чаще, чем источники постоянного тока. Сварочные трансформаторы более просты в изготовлении и эксплуатации, имеют небольшую массу и меньшую стоимость, а также обладают более высоким КПД и более долговечны.
Основные требования, предъявляемые к источникам сварочного тока. Источники сварочного тока должны обеспечивать легкое зажигание и устойчивое горение дуги, ограничивать токкороткого замыкания ибыть безопаснымив работе.
Величина напряжения, необходимого для зажигания дуги, называемого напряжением холостого хода, должна быть не ниже 30…35 В для источников постоянного тока, не менее 50…55 В для источников переменного тока и не должна превышать 80 В. Чаще напряжение находится в пределах 60…80 В. Для устойчивого горения открытой дуги в большинстве случаев достаточно напряжения 18…30 В.
110