

2.4 Сборочно-сварочное производство
Размещается в трех цехах(СК-2, ССК, КСЦ), обеспечивает изготовление корпусных конструкций в объеме 38,5 тыс. т. в год. Цех СК-2 оснащён сварочным оборудованием в количестве 78 ед. Корпусосборочный цех (КСЦ) оснащён сварочным оборудованием в количестве 155. Сборочно-сварочный корпус (ССК) оснащён сварочным оборудованием автоматами и полуавтоматами фирмы
«Кемпи» в количестве 140 ед. ед. Общий план корпусного производства приведен на рисунке 2.6.

Рисунок 2.6 Общий план корпусного производства
Специфика данного производства заключается в изготовлении и сборке секций, установке насыщения. В своем составе имеет:
1) участок изготовления рамного набора;
2)механизированную поточную линию изготовления плоских секций с продольной системой набора, оборудованную сборочно-сварочным агрегатом (ССА) Схема размещения линии приведена на рисунке 2.7.
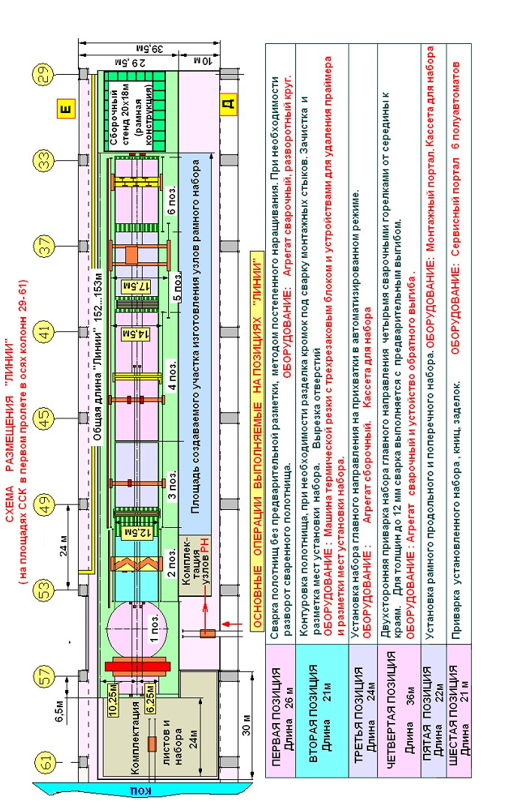
Технические характеристики линии сборки и сварки секций: - общая длина 155м включает; 5 позиций по 18м, 1 позиция – 36м, разворотный круг – 12м, площадки размещения кассет с набором. Комплектация листовых деталей – 24м, рабочая ширина линии – 12м, размер максимальной секции 12х18м. высота набора до 2м, масса секции до 60т, толщина листов от 4 до 30мм, ширина листов от 1,1 до 3,2м ( от 0,7 до 1,2м настройка в ручном режиме), длина листов от 4 до 12м, полособульб от № 6 до № 32 (высота320мм), минимальная шпация 300мм Производительность линии составляет 12,0 тыс.т. в год, что позволяет выпускать плоские секции габаритами до 12х18 м и весом до 60т.
Сборочно-сварочное производство укомплектовано подъемно- транспортным оборудованием, сварочными постами и оборудованием, энергетическими сетями.
В сборочно-сварочном цехе собираются все основные секции: днища, бортов, палубы . ССЦ имеет 3 пролета. По ширине пролет цеха 42м, а его общая длина около 340м. Пролеты и участки специализируются на определенный вид конструкции. В состав цеха входят следующие подразделения: склад готовых деталей корпуса; участки сборки и сварки узлов и секций; участок окраски секций; склад готовых секций; кладовые и вспомогательные службы цеха. Склад готовых деталей предназначается для хранения и комплектации деталей корпуса, поступающих в контейнерах или пачками из корпусообрабатывающего цеха.
Детали хранят на складе в контейнерах различных типоразмеров, а крупные листы и профили – пачками. Участки сборки и сварки узлов и секций являются основными производственными подразделениями и снабжены технологическим и подъемно-транспортным оборудованием и оснасткой (краны грузоподъемностью 100 т , стапельные пути для и др.). На этом участке установлены стенды-постели со сменными лекалами, которые изготовляют по плазовым координатам. На стендах пробиты диаметральная плоскость, основная линия, шпангоуты, ватерлинии и линии чистовых кромок Стенды перед каждой закладкой секции проверяют плазовыми шаблонами. При изготовлении объемных узлов находят применение опрокидыватели для закрепления и поворота изделий при сварке.
Один из пролетов цеха оснащен сборочными плитами, 20х20 м., которые состоят из отдельных литых плит с внутренними ребрами жесткости 750х1000мм. Плиты выложены строго по горизонту (с отклонением не более 2мм на 1 м и 3 мм на весь габарит плиты) и обработаны. На плиты гребенками крепятся листы и из них сваривают полотнища для будущих секций (автоматической сваркой под слоем флюса).
Во втором пролете участок изготовления объемных секций. Сварные швы контролируются с помощью рентгено-гамма контроля и ультразвука. На специальном участке окраски секции окрашиваются. Для сушки окрашенных секций установлены вентиляторы с калориферами и переносными шлангами большого диаметра. Участок оборудован системой автоматического пожаротушения и обще обменной приточно-вытяжной вентиляцией.
Склад готовых секций расположен на открытой площадке и обслуживается козловыми кранами