

4.9 Спуск судна на воду
До спуска судна на воду должны быть выполнены требования «Типовой инструкции по спуску судов 970-27-097», разработанной предприятием строителем. В ходе подготовки судна к спуску проверяются: 1) соответствие конструкции корпуса судна чертежам; 2) главные размерения, наличия марок углублений, грузовой марки, ватерлинии и знаков расположения подруливающего устройства; 3) наличие актов, подтверждающих проведение испытаний корпуса на непроницаемость закрытия и пломбировки всех крышек горловин днищевых и бортовых цистерн; 4) монтаж гребных валов, дейдвудного устройства, рулей, винтов, крепления гребных винтов; 5) установка и крепление главных и вспомогательных механизмов, перемещающихся грузов и оборудования, находящихся на палубе и в помещениях судна; 6) готовность к спуску швартовного, буксирного и якорного устройств; 7) окраска подводной части корпуса по полной схеме; 8) очистка помещений от воды, грязи и посторонних предметов; 9) запрессовка цистерн при балластировке судна; 10) установка всех конструкций корпуса, обеспечивающих его расчётную прочность при спуске. В ходе определения готовности стапеля и спускового устройства к спуску судна проверяется: - готовность стапеля и спускового устройства к перемещению судна и его спуску на воду; - исправность спусковых путей, лебедок, косяковых тележек, тросов; глубина акватории предприятия, состояние дна в районе спускового устройства; - отключение трубопроводов, шлангов, электрокабелей и т.п.; При спуске судна в зимних условиях стапельные и спусковые пути освобождаются от снега и льда, вскрывается акватория в районе спуска ото льда. После спуска судна на воду проверяются отсеки корпуса на отсутствие водотечности. В целях экономии моторесурса штатных источников электроэнергии питание электрооборудования может производиться от береговых источников электроэнергии
6 Установка валопровода и главного двигателя
В основу принципиальной технологии монтажа механизмов и оборудования заложен модульно-агрегатный метод монтажа, обеспечивающий:
- снижение трудоемкости монтажных работ на 18 ... 20 % за счет перенесения их в цеховые условия при изготовлении монтажных узлов, агрегатов, монтажных блоков;
- широкий фронт монтажных работ на ранних этапах постройки судна параллельно с корпусными работами (монтаж сборочно-монтажных единиц в блоках корпуса судна).
Судовое оборудование, арматура, фундаменты и фундаментные рамы поступают на участок комплектации, на котором производится входной контроль оборудования и его комплектации по составу сборочных единиц.
В процессе комплектации часть оборудования складируется на специально отведенных площадках, а другая часть направляется на сборочные участки. На участке агрегатирования производится сборка агрегатов и монтажных блоков из отдельных узлов, независимых механизмов, арматуры, электрооборудования, местного кабеля и средств электроавтоматики.
Сборка агрегатов и монтажных блоков производится в следующей последовательности:
1) комплектация арматуры, приборов, крепежа;
2) транспортировка фундаментных рам, оборудования, механизмов на участок агрегатирования;
3) установка фундаментных рам на площадке участка;
4) подготовка опорных поверхностей фундаментов;
5) установка и крепление оборудования и механизмов на фундаментах;
6) монтаж арматуры и приборов;
7) установка узлов заземления оборудования;
8) окраска агрегата;
9) предъявление представителю ОТК собранного агрегата.
Сборка гребных валов с винтами и дейдвудных труб с подшипниками производится в механомонтажном цехе. На участках предмонтажной подготовки производится подготовка следующих механизмов, поступающих в собранном виде: главного двигателя, котлоагрегата, дизель-генераторов и других механизмов промышленной поставки. Предмонтажная подготовка механизмов включает выполнение следующих работ:
1) распаковку механического оборудования;
2) проверку комплектности и наличие документов о приемке на заводе-изготовителе;
3) проверку исправности, чистоты и наличия защитных покрытий;
4) маркировку узлов, блоков и элементов в соответствии с чертежами;
5) демонтаж приборов, мешающих погрузке, установка заглушек на место снятых приборов.
Погрузку механического оборудования следует производить в соответствии со схемами погрузки оборудования. Монтаж механического оборудования производится в процессе формирования корпусов блоков. Технология монтажа механизмов и оборудования на судне определяется составом монтируемого оборудования и способом его установки.
Для судна предусмотрено широкое применение полимерных материалов в узлах крепления механизмов к фундаментам и дейдвудном устройстве. Это позволяет исключить ручные пригоночные операции при установке выравнивающих прокладок под механизмы и развертывание отверстий под призонные болты при креплении механизмов, а также устранить расточку посадочных мест под подшипники дейдвудного устройства на стапеле. Конструктивная схема двигательно-движительного комплекса представлена на рисунке 6.1. В таблице 6.1 представлен перечень руководящих документов.
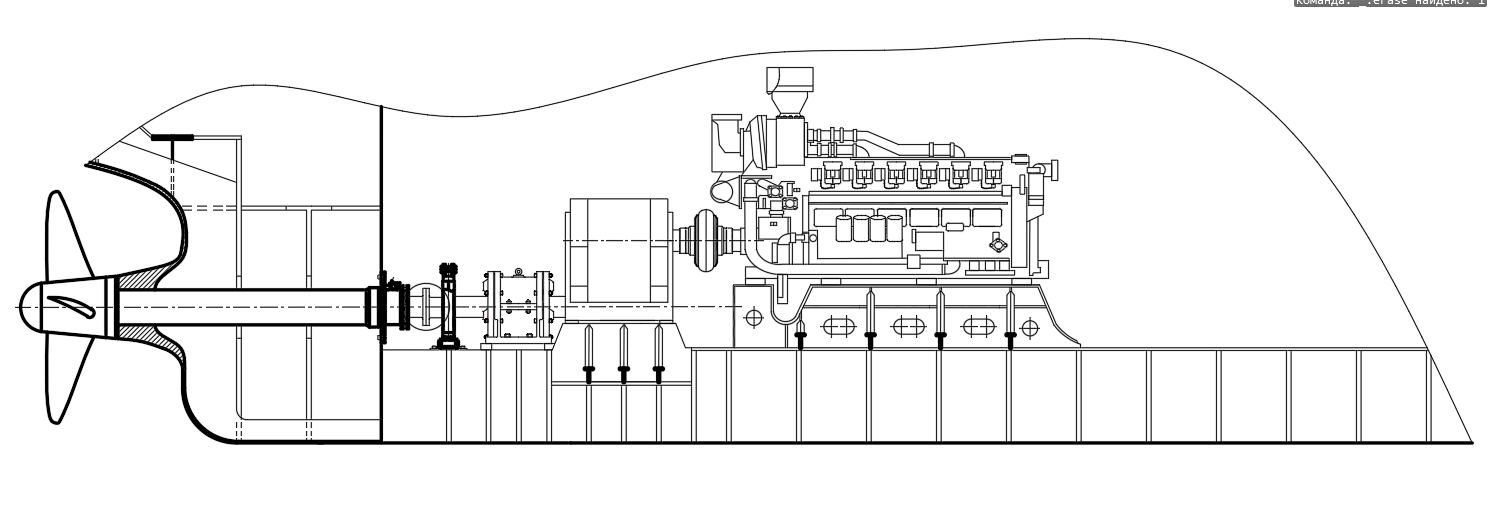
Рисунок 6.1 – Конструктивная схема двигательно–движительного комплекса
Таблица 6.1 Перечень руководящих технических материалов
Наименование документа |
Обозначение документа |
Двигатели главные судовые сгорания и электродвигатели гребные. Технические требования к монтажу |
РД 5.4109-74 |
Валопровод судовых движителей. Монтаж. |
РД 5.4386-81 РД ВД-5.486-81 |
Подшипники качения опорных судовых валопроводов. Технические условия. |
РД 5.4305-79 |
Механизмы вспомогательные и аппараты теплообменные. Монтаж. Технические требования. |
РД 5.4110-74 |
Подкладки сферические. Конструкция и размеры. |
РД 5.4300-79 |
Установка механизмов и оборудования на сферических подкладках. |
РД 5.9779-79 |
Дизели судовые главные тронковые с тяжелым маховиком. Типовой технологический процесс монтажа |
РД 5.4046-83 |
Схема пробивки теоретической оси валопровода представлена на рисунке 6.2
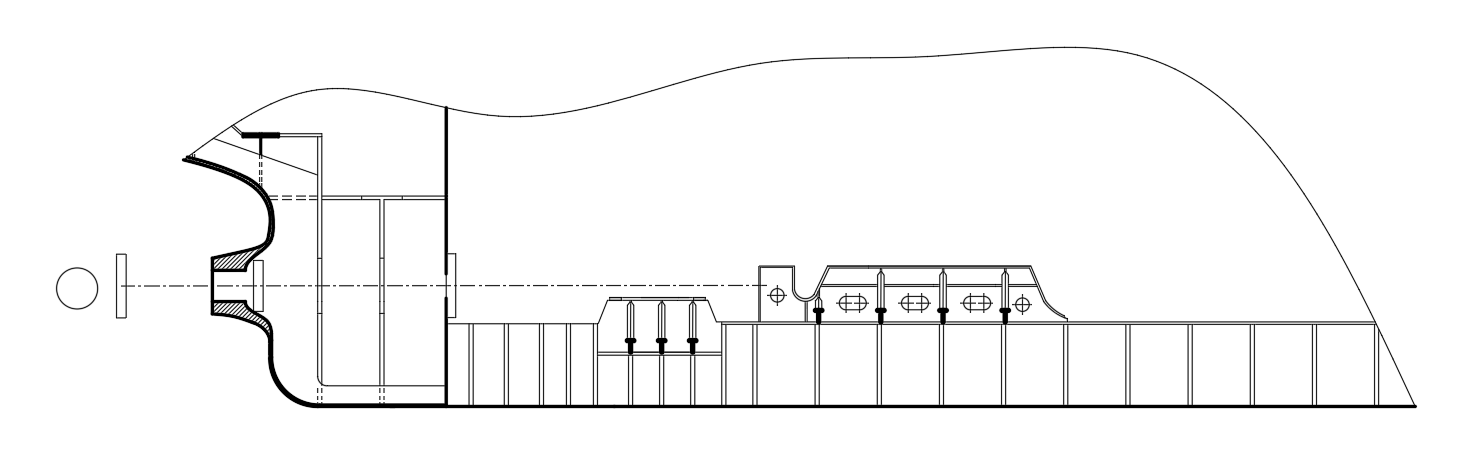
Рисунок 6.2 – Схема пробивки оси валопровода
Для пробивки теоретической оси валопровода у носовой переборки МО по плазовым координатам устанавливают мишень с источником света (электрической лампочкой), а в районе кормовой оконечности судна - базовую мишень, закрепляя ее на шергене (стойке). Мишени также ставят в районе опор гребного вала (дейдвудной трубы, кронштейнов, упорного подшипника). Диаметр отверстий в мишенях для валов менее 25 метров рекомендуется 0,75 мм.
Просвечивание оси валопровода сводится к закреплению всех мишеней таким образом, чтобы луч источника света проходил до наблюдателя у кормового шергеня. Мишени закрепляют последовательно одну за другой в направлении от источника света к наблюдателю.
После пробивки световой линии сквозь отверстия мишени в дальнейшем пропускают и натягивают струну, от которой линейками ведется проверка положения агрегатов.