

Оптимизация вариантов статистического управления качеством
Важной составной частью обеспечения качества материалов и изготавливаемых из них деталей (изделий) является статистическое регулирование соответствующих технологических процессов. При этом под статистическим регулированием понимается управление качеством продукции в процессе ее производства с использованием выборочных статистических характеристик для своевременного выявления разладок и осуществления настройки технологических операций на заданный уровень.
Прежде всего надо определиться с целесообразностью контроля вообще и выборочного в частности. Очевидно, что сплошным должен быть контроль материала ответственных и дорогостоящих деталей (изделий), плохое качество которых может привести к пагубным последствиям, особенно в случаях, когда число контролируемых объектов невелико. Целесообразность выборочного контроля определяется зависимостью связанных с ним суммарных затрат 3 от доли дефектных изделий q. Схематично в графическом виде эта зависимость представлена на рис. 23.
Экономичность контроля вообще определяется точкой безубыточности q0, а целесообразность выборочного - дефектностью менее q1
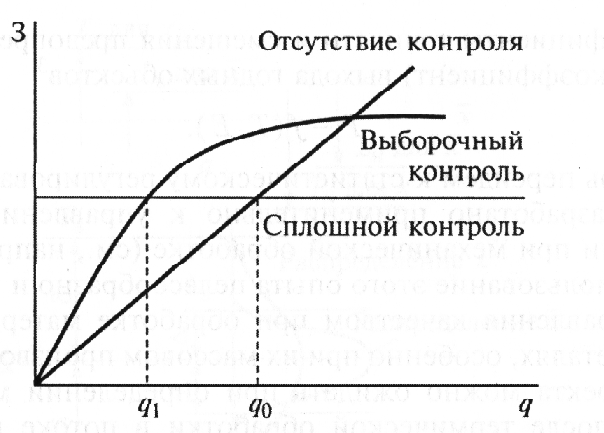
Рис. 23. Схема оценки экономической
целесообразности контроля
В процессе производства возникают погрешности, вследствие чего параметры качества отличаются от требуемых (номинальных). Различают два вида погрешностей: случайные и систематические. Случайными называют погрешности, появление которых можно предсказать только с некоторой вероятностью. Систематические же погрешности можно предсказать методами статистического анализа.
Значения случайной и систематической составляющих производственных погрешностей характеризуют точность технологического процесса (величина допусков - конструктивную; степень соответствия фактических отклонений допускам - технологическую).
Для оценки случайной составляющей на точность технологического процесса, а следовательно на показатель выхода годных изделий, используется коэффициент точности
![]()
где ![]() - абсолютная величина половины допуска;
S - среднее квадратическое отклонение;
к - коэффициент, зависящий от вида
закона распределения. Для оценки вклада
систематической составляющей
погрешности в точность технологического
процесса определяется коэффициент
смещения
- абсолютная величина половины допуска;
S - среднее квадратическое отклонение;
к - коэффициент, зависящий от вида
закона распределения. Для оценки вклада
систематической составляющей
погрешности в точность технологического
процесса определяется коэффициент
смещения
![]()
Коэффициенты точности и смещения предопределяют вероятность (коэффициент) выхода годных объектов
![]()
Теперь перейдем к статистическому регулированию; оно детально разработано применительно к управлению качеством продукции при механической обработке [7]. Использование этого опыта целесообразно и при решении задач управления качеством при обработке материалов, в том числе в деталях, особенно при их массовом производстве. Заметного эффекта можно ожидать при определении механических свойств после термической обработки в потоке производства (листы, рессорные заготовки), а также при проверке таких параметров, в которых особенно заинтересован потребитель. Так, при закалке и отпуске рессорных заготовок при их массовом производстве и контроле по твердости в течение трех месяцев удалось понизить брак с 0,8 до 0,1% и заметно сократить затраты на проведение контроля; аналогичные результаты были получены и при контроле качества кулачков распределительного вала после закалки ТВЧ [9].
Статистическое регулирование технологического процесса производится относительно границ, определяемых с учетом приемлемых для данного вида продукции доверительных интервалов. Схема основных видов норм и допусков показана на рис. 24.
Определение границ производится с учетом двух противоположных тенденций:
обеспечение защиты от появления брака или снижения качества продукции;
обеспечение наименьших затрат и потерь производительности от настроек и наладок оборудования, рассортировки продукции и пр.
В первом случае требуется удаление границ регулирования от границ поля допуска, т. е. сужение рабочей зоны между границами регулирования; во втором же наоборот - расширение рабочей зоны между границами регулирования.
Положение границ регулирования определяется допустимыми в каждом конкретном случае: долями брака q1 и q2, при которых соответственно не производится и должна производиться настройка; рисками а и бр забракования годной продукции (ошибка первого рода) и приемкой дефектной продукции (ошибка второго рода) соответственно.
При необходимости можно воспользоваться готовыми таблицами [22].
Соотношение и зависимости указанных величин представляют оперативную характеристику плана регулирования. В графическом виде она представляет собой зависимость вероятности Р приемки партии по результатам выборочного контроля от доли дефектных изделий q, т. е. P(q), (рис. 25).
При этом ошибка первого рода будет
α=1-![]() (36)
(36)
а второго рода
![]() (37)
(37)
Заметим, что при уменьшении объема выборки характеристика становится более пологой, а при увеличении наоборот - более крутой (параметр X). При изменении же границ регулирования она смещается по оси для долей брака; при расширении границ доля брака возрастает, а при заданной доле брака возрастает риск приемки дефектной продукции. Это обусловливает многочисленность вариантов оперативных характеристик.
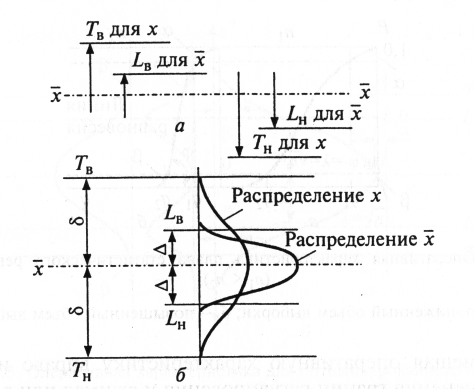
Рис. 24. Схема основных видов норм и допусков:
а - односторонние нормы;
б - двустороння норма (допуск)
Перемещая оперативную характеристику вправо или влево путем изменения границ регулирования и сжимая или растягивая ее за счет изменения объема выборки, можно обеспечить получение заданных рисков α и β при установленных долях брака q1 и q2. В определенном смысле это уже оптимизация, но она относится к планам и границам регулирования без учета экономических показателей, а потому является неполной.
Экономическая эффективность статистического контроля управления качеством определяется планом выборочной проверки параметров распределения соответствующего показателя качества.
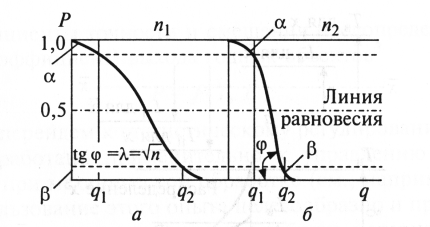
Рис. 25. Оперативная характеристика плана
статистического регулирования (n1 < n2):
а - пониженный объем выборки;
б - повышенный объем выборки
Количественной
характеристикой плана выборочного
контроля, связывающей его с
экономическими показателями (потерями
из-за брака, расходами на контроль),
является специальная функция, выражающая
вероятность принять центр группирования
при различных отклонениях его от
заданного уровня. В графическом виде
оперативная характеристика плана
выборочной проверки центра группирования
представлена на рис. 26 (верхняя ветвь
для верхней границы, нижняя - для нижней
границы поля допуска). Для всех планов
выборочной проверки центра группирования
оперативную характеристик можно
представить (аппроксимировать) функцией
с тремя параметрами: крутизной, которую
имеет кривая (λ =![]() ),
и положением верхней и нижней ветвей
Y+,
Y-
оперативной характеристики относительно
заданного уровня центра группирования.
),
и положением верхней и нижней ветвей
Y+,
Y-
оперативной характеристики относительно
заданного уровня центра группирования.
Увеличение первого параметра приводит к удорожанию проверок, но снижает потери из-за лишних настроек и брака; второй и третий параметры не влияют на стоимость проверок, но меняют общую сумму и соотношение потерь из-за лишних настроек и брака. При изменении комбинации этих параметров меняются суммарные затраты; следовательно, существует наиболее выгодная в экономическом отношении комбинация параметров оперативной характеристики.
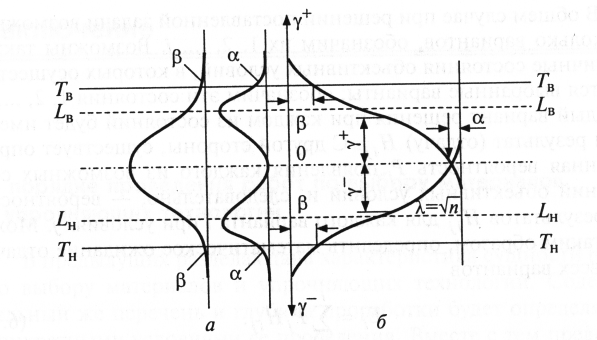
Рис. 26. Оперативная характеристика для
оптимизированного плана: а - распределение средних значений настройки; б - оперативная характеристика плана
Определение такой комбинации является наиболее важной частью расчетов по отысканию оптимального варианта статистического управления качеством продукции применительно к данной операции.
Таким образом, в содержательной постановке задача оптимизации статистического регулирования качества материала сводится к отысканию наиболее выгодной комбинации параметров оперативной характеристики и в соответствии с их значениями конкретизации плана выборочной проверки (объем выборки, правило забракования и др.).
Характер модели, необходимой для решения такой оптимизационной задачи, в значительной мере определяется спецификой производства; возникает также необходимость учета организационных и технических факторов. В каждом конкретном случае это требует определенных творческих усилий. В связи с этим рассмотрим лишь общие положения, облегчающие решение задачи в конкретной постановке [9].
В общем случае при решении поставленной задачи возможны несколько вариантов, обозначим их 1, 2,...,i. Возможны также различные состояния объективных условий, в которых осуществляются выбранные варианты; обозначим эти состояния 1, 2, …, j. Каждый вариант решения при каждом из состояний будет иметь свой результат (отдачу) Нij. С другой стороны, существует определенная вероятность Pj появления каждого из возможных состояний объективных условий и, следовательно, - вероятность Pij результатов Нij для каждого варианта i при условиях j. Можно, таким образом, определить математическое ожидание отдачи для всех вариантов
Ei=![]() (38)
(38)
При этом распределение вероятности объективных условий устанавливается на основании соответствующих опытных данных.
Выразив соотношение (38) через определенный критерий, экстремизируем полученную целевую функцию и определяем либо наименьшие затраты, либо наибольший выигрыш, например по производительности. При этом затраты рабочего времени и материальные затраты пересчитываются по стоимостному эквиваленту.
Изложенный подход к оптимизации способов статистического регулирования качества охватывает эту проблему в целом. Можно ожидать, что на практике применительно к материалам решение таких задач будет проще. Наиболее важным в данном случае является получение опытных данных по потерям из-за ошибок настройки, затратам, связанным с формированием выборки, получением оперативных характеристик и пр.
Что же касается самой оптимизационной задачи, то она решается каким-либо из существующих методов.