

5.1.20. Технологические возможности фрезерования
Фрезерование является высокопроизводительным и широко распространенным методом обработки резанием наружных и внутренних фасонных поверхностей. Обработка ведется многолезвийным режущим инструментом — фрезой. Главным движением при фрезеровании является вращение фрезы, а вспомогательным — поступательное перемещение заготовки. Каждый режущий зуб при вращении фрезы врезается в заготовку и осуществляет резание только в пределах определенного угла поворота фрезы, а затем вращается вхолостую до следующего врезания.
По исполнению фрезы делятся на цилиндрические, когда зубья располагаются только на цилиндрической поверхности фрезы, и торцевые, у которых режущие зубья располагаются на торцевой и цилиндрической поверхностях фрезы. Соответственно, в зависимости от типа используемой фрезы, фрезерование подразделяется на цилиндрическое и торцевое. При цилиндрическом фрезеровании работу резания выполняют зубья, расположенные на цилиндрической поверхности фрезы, а при торцевом фрезеровании в работе резания участвуют как зубья на цилиндрической поверхности, так и зубья на торцевой поверхности фрезы. Фрезерование в обоих случаях делят на попутное либо встречное. Попутным называют фрезерование, когда направления главного движения резания и движения подачи совпадают, в противном случае фрезерование называют встречным. Попутное фрезерование снижает износ фрезы и шероховатость обработанной поверхности, поэтому оно предпочтительнее.
При фрезерной обработке заготовок точность поверхностей, обрабатываемых торцевой и цилиндрической фрезами, соответствует 11-му квалитету. Шероховатость при чистовом фрезеровании составляет Rz = 20 мкм. Основными параметрами резания при фрезеровании являются скорость главного движения резания, подача, глубина резания и ширина фрезерования. Процесс фрезерования выполняется на станках фрезерной группы.
На рис. 5.16 показаны виды фрезерования и основные типы фрез.
5.1.21. Технологические возможности строгания
Строгание применяется при обработке плоских и фасонных линейчатых поверхностей и различных канавок в условиях единичного и мелкосерийного производства.
Главное движение при строгании — возвратно-поступательное прямолинейное, а движение подачи — шагообразное, направленное перпендикулярно главному движению.
Обработку выполняют на строгальных станках. На продольно-строгальном станке главное движение осуществляет заготовка, а движение подачи — резец, на поперечно-строгальном станке главное движение совершает резец, а движение подачи — заготовка, закрепленная на столе станка.

Рис. 5.16. Виды фрезерования и основные типы фрез:
а — цилиндрическая; б, в, г — торцовая; д — дисковая трехсторонняя; е — дисковая двусторонняя; ж — дисковая пазовая; з — отрезная; и, к, л, м — концевая, к — двуугловая; о — одноугловая; п, р — фасонная
На рис. 5.17 показаны виды работ, выполняемых на поперечно-строгальных станках.
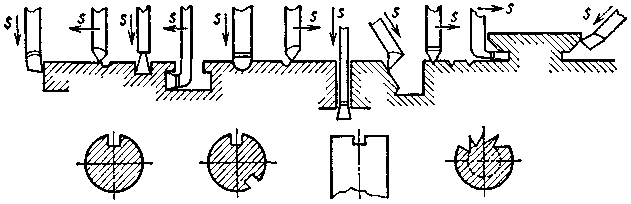
Рис. 5.17. Виды работ, выполняемых
на поперечно-строгальных станках
Процесс резания при строгании имеет прерывистый характер, и срезание стружки происходит только при встречном относительном движении резца и заготовки. Во время обратного (вспомогательного) хода резец работу не производит. При строгании параметрами режима, так же как и при точении, являются скорость резания, подача и глубина резания. В зависимости от параметров резания и вида резцов процессы строгания разделяют на черновые и чистовые. Чистовое строгание обеспечивает точность обработки по 8…7-му квалитету и шероховатость Ra = 1,6 мкм.