

2.4.4. Литье под давлением
Данный способ представляет собой машинное литье металла в металлические формы под избыточным давлением (до 300 Мпа). Изготовляют отливки на машинах литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.
Последовательность работы одной из машин для литья под давлением показана на рис. 2.6. Камерой прессования машины служит расположенный горизонтально цилиндр 2, соединенный с неподвижной полуформой 6. Металл, залитый в камеру прессования (рис. 2.6, а), запрессовывается прессующим поршнем 1 (плунжером) в форму (рис. 2.6, б). Неподвижная часть 6 пресс-формы прикрепляется к неподвижной плите машины 7. При открытии прессформы ее подвижная часть отходит влево. Так как усилие прессования не снимается, то при отходе прессформы поршень смещается влево, и из камеры прессования 2 выталкивается прессостаток 3 (рис. 2.6, в). При этом упорный палец 8 останавливает толкатель 9, и плита с выталкивателями 4 снимает отливку со стержня 5 (рис. 2.6, г). После обдувки сжатым воздухом и покрытия смазкой прессформа закрывается, и процесс повторяется. Благодаря давлению на металл после затвердевания отливки получаются с очень чистой поверхностью и точными размерами. Эти отливки подвергаются лишь незначительной механической обработке или подают на сборку без обработки.
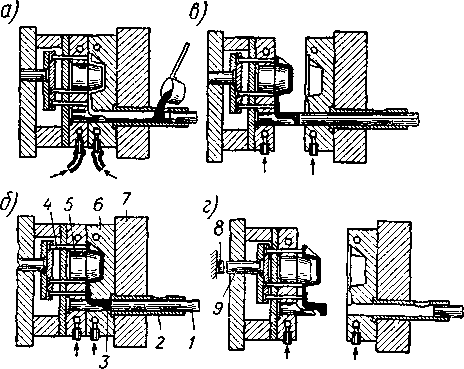
Рис. 2.6. Схема процесса литья под давлением:
а — закрытие прессформы и заливка сплава в камеру
сжатия (прессования); б — запрессовка металла
в прессформу; в — выдержка под давлением (3…30 сек)
и раскрытие пресс-формы; г — выталкивание отливки
Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
При литье под давлением внутренние полости отливок и отверстия выполняют металлическими стержнями.
На машинах с горячей камерой прессования камера прессования расположена в обогреваемом тигле с расплавленным металлом. Такие машины используют при изготовлении отливок из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг. При литье под давлением температуру заливки сплава выбирают на 10…20 °С выше температуры ликвидуса.
Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности, без механической обработки или с минимальными припусками, что резко сокращает объем механической обработки отливок.
Недостатки литья под давлением — высокая стоимость пресс-форм и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливок, снижающей прочность деталей, и др.
2.4.5. Литье с кристаллизацией под давлением
Данный способ обеспечивает получение плотных заготовок с высоким уровнем физико-механических и эксплуатационных свойств и с небольшими припусками на механическую обработку.
Сущность способа литья с кристаллизацией под давлением (ЛКД) заключается в заливке металла в пресс-форму до определенного уровня, а затем его выжимают в полость формы пуансоном со скоростью 0,1…0,5 м/с. Заливку осуществляют при температуре, превышающей ликвидус сплава на 20…100 °С. С помощью пуансона окончательно оформляются контуры отливки и производится ее уплотнение (выдержка под давлением) до полного затвердевания.
Для сплавов с пределом прочности σв до 250 МПа минимальное давление прессования Рн = 100…150 МПа, а при
σв > 550 МПа Рн = 200…250 МПа.
Высокие скорости кристаллизации и механическое воздействие обеспечивают формирование мелкокристаллической структуры и устранение газо-усадочной пористости. Снижение степени развития ликвационных процессов способствует более равномерному распределению неметаллических включений. Все это приводит к повышению плотности и комплекса механических свойств металла отливок: увеличению прочности (в 1,5 раза), пластичности и ударной вязкости (в 2…4 раза); по свойствам такие отливки приближаются к поковкам.
В процессе литья с кристаллизацией под давлением реализуются различные схемы деформирования.
Способом ЛКД получают простые и сложные по конфигурации заготовки из сплавов на основе цветных металлов (алюминия, магния, меди, цинка), а также стали и чугуна. При этом могут быть использованы как литейные, так и деформируемые сплавы.
Основными недостатками способа ЛКД являются большая трудоемкость изготовления и высокая стоимость пресс-форм литья.