

4.4.9. Газовая сварка
При сварке место соединения нагревают до расплавления высокотемпературным газовым пламенем (рис. 4.9). При нагреве газосварочным пламенем 4 кромки свариваемых заготовок 1 расплавляются, а зазор между ними заполняется присадочным металлом 2, который вводят в пламя горелки 3 извне. Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода.
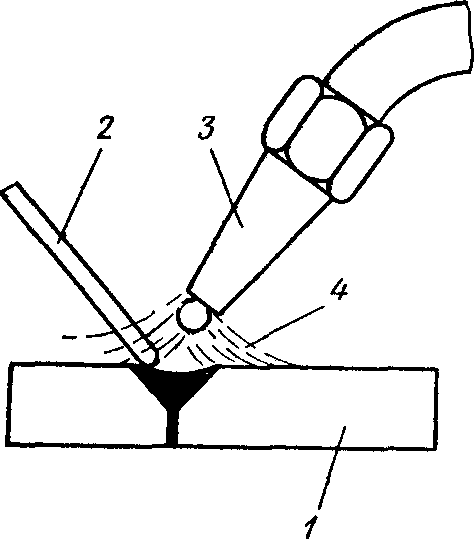
Рис. 4.9. Схема газовой сварки
Кислород, используемый для сварочных работ, поставляют к месту потребления в стальных баллонах под давлением 15 МПа. Баллоны окрашивают в голубой цвет с черной надписью «Кислород». Средняя жидкостная вместимость баллона 40 дм3. При давлении 15 МПа он вмещает 6000 дм3 кислорода.
Для снижения давления газа на выходе из баллона и поддержания постоянной величины рабочего давления применяют газовые редукторы. Кислородные редукторы понижают давление от 15 до 0,1 МПа, а ацетиленовые — от 1,6 до 0,02 МПа. Редукторы, применяемые в сварочной технике, обычно имеют два манометра, один из которых измеряет давление газа до входа в редуктор, второй — на выходе из него.
К сварочной горелке кислород от редуктора подают через специальные резиновые шланги.
Ацетилен взрывоопасен при избыточном давлении свыше 0,175МПа, хорошо растворяется в ацетоне (в одном объеме ацетона при давлении 0,15 МПа растворяется 23 объема ацетилена) Последнее свойство используют для его безопасного хранения в баллонах.
Ацетиленовые генераторы могут быть различных систем и размеров, их различают по способу взаимодействия воды и карбида кальция, по давлению выходящего газа, по производительности
Ацетиленовые генераторы взрывоопасны и нуждаются в специальном обслуживании. При работе одного-двух сварочных постов и в полевых условиях целесообразно использовать баллонный ацетилен. Ацетиленовые баллоны окрашивают в белый цвет и делают на них красной краской надпись «Ацетилен». Давление ацетилена в баллоне 1,5 МПа. В баллоне находятся пористая масса (активированный уголь) и ацетон. Растворение ацетилена в ацетоне позволяет поместить в малом объеме большое количество ацетилена. Растворенный в ацетоне ацетилен пропитывает пористую массу и становится безопасным.
Газосварочные горелки используют для образования газосварочного пламени. В промышленности наиболее распространена инжекторная горелка, так как она более безопасна и работает на низком и среднем давлениях.
Горелки этого типа имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что дозволяет регулировать мощность ацетилено-кислородного пламени. Обычно горелки имеют семь номеров сменных наконечников.
Для газовой сварки сталей присадочную проволоку выбирают в зависимости от состава сплава свариваемого металла. Для сварки чугуна применяют специальные литые чугунные стержни; для наплавки износостойких покрытий — литые стержни из твердых сплавов. Для сварки цветных металлов и некоторых специальных сплавов используют флюсы, которые могут быть в виде порошков и паст.
При газовой сварке заготовки нагреваются более плавно, чем при дуговой; это и определяет основные области ее применения:
для сварки металлов малой толщины (0,2…3 мм); легкоплавких цветных металлов и сплавов; для металлов и сплавов, требующих постепенного нагрева и охлаждения, например инструментальных сталей, чугуна, латуней; для пайки и наплавочных работ; для подварки дефектов в чугунных и бронзовых отливках.