

1.8. Железо и его сплавы
К железоуглеродистым сплавам относятся стали и чугуны. Основными элементами, от которых зависят структура и свойства сталей и чугунов, является железо и углерод. Более подробно эти сплавы будут рассмотрены далее.
1.8.1. Фазы в железоуглеродистых сплавах
Известно, что железо может находиться в двух аллотропических формах — α и γ. Железо с углеродом образует твердые растворы и химические соединения. α-Железо растворяет углерода очень мало (до 0,02% при 727 °С). Твердый раствор (внедрения) углерода в α-железе называется ферритом. Феррит имеет низкую твердость и прочность [НВ = 80; σв = 245 МПа (25 кГ/мм2)], высокую пластичность (δ = 50%; ψ = 80%). Поэтому технически чистое железо, структура которого представляет зерна феррита, хорошо подвергается холодной деформации, т. е. хорошо штампуется, прокатывается, протягивается в холодном состоянии. Чем больше феррита в железоуглеродистых сплавах, тем они пластичнее. γ-Железо растворяет углерод в значительно больших количествах (до 2,14% при 1147 °С). Твердый раствор (внедрения) углерода в γ-железе называется аустенитом. Характерная особенность аустенита заключается в том, что он в простых железоуглеродистых сплавах может существовать только при высоких температурах. Аустенит имеет микроструктуру, представляющую собой зерна твердого раствора. Аустенит пластичен, твердость его НВ = 160…200, δ = 40…50%, поэтому аустенит хорошо подвергается горячей деформации.
Железо с углеродом также образуют химическое соединение Fe3С, называемое цементитом или карбидом железа. В цементите 6,67 %С, цементит обладает большой твердостью (НВ = 800), но совершенно непластичен, т. е. хрупкий. Чем больше цементита в железоуглеродистых сплавах, тем большей твердостью и меньшей пластичностью они обладают. Цементит неустойчив и при определенных условиях может распадаться, выделяя свободный углерод в виде графита.
1.8.2. Диаграмма состояния железо — цементит
Диаграммой состояния называется графическое изображение, показывающее фазовый состав и структуру сплавов в зависимости от температуры и химической концентрации компонентов в условиях равновесия.
В практически применяемых сплавах железа с углеродом содержание углерода не превышает 5%. Поэтому диаграмму состояния железо — углерод рассматривают не полностью от 0 до 100% углерода, а только часть ее, а именно до 6,67% углерода (что соответствует содержанию углерода в цементите). Такую диаграмму (рис. 1.7) обычно называют диаграммой состояния железо — цементит (Fe — F3С). На этой диаграмме точка А (1539 °С) отвечает температуре плавления (затвердевания) железа, а точка D (~ 1600 °С) — температуре плавления (затвердевания) цементита.
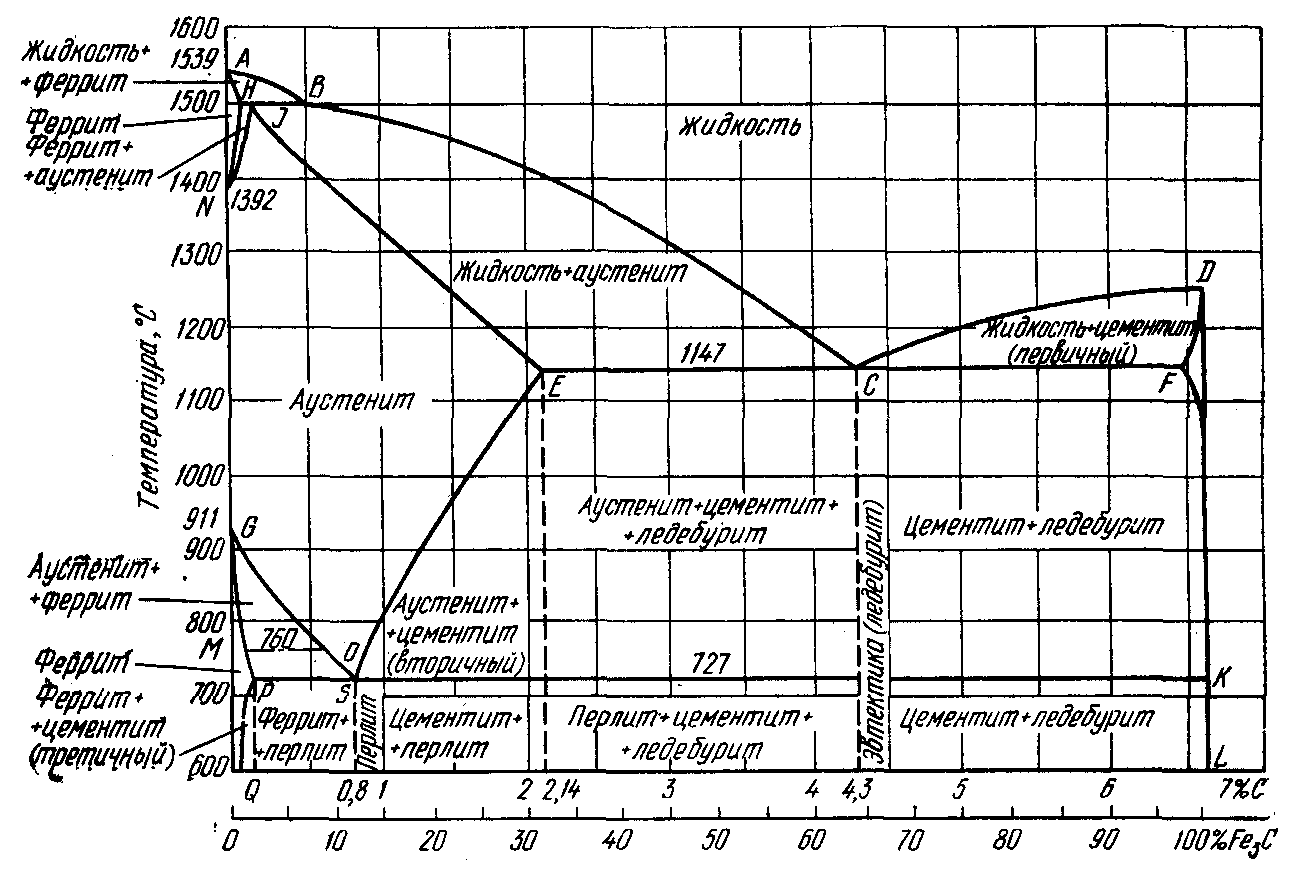
Рис. 1.7. Диаграмма состояния Fe – Fe3C
В соответствующих областях диаграммы указаны фазы и структурные составляющие, которые существуют в железоуглеродистых сплавах.
В точке С при 1147 °С и содержании 4,3% углерода из жидкого сплава одновременно кристаллизуется аустенит и цементит первичный, образуя эвтектику, называемую ледебуритом (LC → АЕ + Ц).
На линии эвтектического превращения ЕСF (1147 °С) сплавы с содержанием углерода от 2,14 до 6,67% окончательно затвердевают с образованием эвтектики (ледебурита).
Превращения, протекающие при затвердевании сплавов, называют первичной кристаллизацией. В результате первичной кристаллизации во всех сплавах с содержанием углерода до 2,14% образуется однофазная структура — аустенит. Сплавы железа с углеродом, в которых в результате первичной кристаллизации в равновесных условиях получается аустенитная структура, называют сталями. Следовательно, сталь — это железоуглеродистые сплавы с содержанием углерода до 2,14%.
Сплавы с содержанием углерода более 2,14%, в которых при кристаллизации образуется эвтектика (ледебурит), называют чугунами. Следовательно, чугун — это железоуглеродистые сплавы с содержанием углерода более 2,14%. В рассматриваемой системе практически весь углерод находится в связанном состоянии, в виде цементита. Излом таких чугунов светлый, блестящий (белый излом), поэтому такие чугуны называют белыми.
В железоуглеродистых сплавах превращения происходят также и в твердом состоянии, т. е. после полного затвердевания, называемые вторичной кристаллизацией и характеризуемые линиями GSE, PSK, PQ.
Критические точки, лежащие на линии GS, обозначаются А3 , при нагреве их обозначают Ас3, а при охлаждении — Ar3.
Линия SE показывает, что с понижением температуры растворимость углерода в аустените уменьшается. В результате из аустенита выделяется избыточный углерод с образованием цементита, называемого вторичным. Критические точки, лежащие на линии SE, обозначаются Аст.
Линия PSK (727 °С) — это линия эвтектоидного превращения. На этой линий во всех железоуглеродистых сплавах аустенит распадается, образуя структуру, представляющую собой механическую смесь феррита и цементита называемую перлитом (АS → ФР + Ц). Критические точки, лежащие на линии PSK, обозначаются А1, при нагреве их обозначают Ас1 а при охлаждении — Аr1.
Ниже 727 °С железоуглеродистые сплавы имеют следующие структуры. Стали, содержащие углерода менее 0,8%, имеют структуру феррит + перлит и называются доэвтектоидными сталями.
Сталь с содержанием углерода 0,8% имеет структуру перлита и называется эвтектоидной сталью.
Стали с содержанием углерода от 0,8 до 2,14% имеют структуру цементит + перлит и называются заэвтектоидными сталями.
Белые чугуны с содержанием углерода от 2,14 до 4,3% имеют структуру перлит + вторичный цементит + ледебурит и называются доэвтектическими чугунами.
Белый чугун с содержанием углерода 4,3% имеет структуру ледебурита и называется эвтектическим чугуном.
Белые чугуны с содержанием углерода от 4,3 до 6,67% имеют структуру цементит первичный + ледебурит и называются заэвтектическими чугунами.
Линия PQ показывает, что с понижением температуры растворимость углерода в феррите уменьшается. В результате из феррита при охлаждении выделяется избыточный углерод с образованием цементита, называемого третичным.