

4.5.4. Индукционно-прессовая (высокочастотная) сварка
Максимальную плотность переменный ток имеет на поверхности проводника, которая нагревается больше, чем внутренние слои металла. При индукционно-прессовой и радиочастотной сварке этот эффект может быть использован для местного нагрева деталей, причем чем больше частота тока, тем эффективнее поверхностный нагрев.
Индукционная сварка заключается в нагреве свариваемых кромок индуктором. Частота тока в зависимости от используемых типов генератора равна 2,4…8,5 кГц. Нагретые кромки заготовки сжимаются с помощью роликов, которые и завершают процесс сварки.
Сварка токами радиочастоты (частота 70…450 кГц) производится подводом энергии через скользящие контакты или с помощью индуктора.
Ток подводится к каждой кромке через свой скользящий контакт от генератора радиочастоты.
В заготовках ток проходит по свариваемым кромкам до места их соприкосновения, оплавляет их, обеспечивая требуемый нагрев перед осадкой кромок прижимными роликами.
Радиочастотная сварка высокопроизводительна, скорость ее достигает 0,25 м/с и более. Вследствие малой глубины проникновения тока металл расплавляется непосредственно у поверхности кромок, зона термического влияния мала и деформации в связи с этим получаются незначительными.
Радиочастотной сваркой можно сваривать низко- и высокоуглеродистые, легированные стали, алюминий, медь, латунь, титан и цирконий. Ее применяют при изготовления труб диаметром от 10…12 до 1000…1200 мм как прямым, так и спиральным швом, а также трубных заготовок для последующего получения из них сильфонов различного назначения, волноводных трактов антенных устройств и т. п. Применяется эта сварка и для изготовления изделий более сложной конфигурации.
4.6. Механические методы сварки
4.6.1. Холодная сварка
Холодную сварку выполняют без нагрева при нормальных и пониженных температурах. Физическая сущность процесса заключается в сближении свариваемых поверхностей до образования металлических связей между ними. Такое сближение достигается приложением больших удельных усилий в месте соединения. В результате происходит совместная пластическая деформация. Большое усилие сжатия обеспечивает разрушение пленки оксидов на свариваемых поверхностях и образование чистых поверхностей металла. При холодной сварке свариваемые поверхности очищают от адсорбированных жировых пленок.
Холодной сваркой выполняют точечные, шовные и стыковые соединения. На рис. 4.14, а представлена схема холодной точечной сварки. Свариваемые заготовки 1 с тщательно зачищенной поверхностью 2 в месте соединения помещают между пуансонами 4, имеющими выступы 5. При сжатии пуансонов усилием Р выступы 5 вдавливаются в металл до тех пор, пока поверхности 3 пуансонов не упрутся в наружную поверхность свариваемых заготовок. Форма сваренной точки зависит от формы выступа в пуансоне (рис. 4.14, б).
Для холодной шовной сварки применяют специальные ролики. Непрерывное соединение может быть получено путем сдавливания одновременно по всей длине соединения или путем прокатывания ролика. Швы, образующие замкнутый контур небольшой длины в виде кольца, прямоугольника и т. п., получают контурной сваркой. На рис. 4.14, в дана схема сварки полых деталей по контуру. Пуансоны 6 и 7 строго центрируют с помощью корпуса 8.
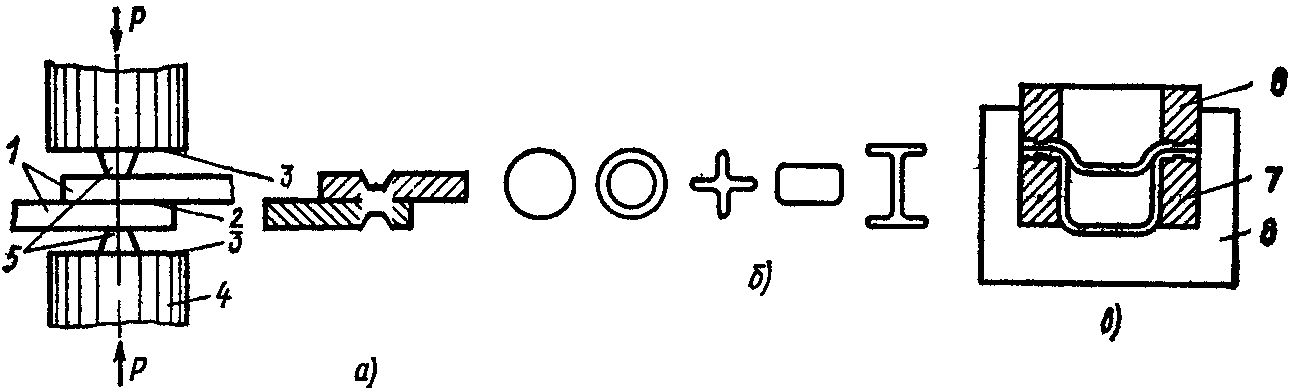
Рис. 4.14. Схема холодной сварки
Холодной сваркой сваривают металлы и сплавы толщиной 0,2…15 мм. Удельные усилия, зависящие от состава и толщины свариваемого материала, в среднем составляют 150…1000 МПа.
Холодной сваркой в основном сваривают однородные или неоднородные металлы и сплавы, обладающие высокой пластичностью при нормальной температуре. Хорошо свариваются сплавы алюминия, кадмия, свинца, меди, никеля, золота, серебра, цинка и тому подобные металлы и сплавы.
Для соединения холодной точечной сваркой могут быть использованы любые прессы (винтовые, гидравлические, рычажные, эксцентриковые), кроме того, специализированные установки для стыковой холодной сварки.