

Операции как виды деятельности в организации. Классификация операций
Объектом исследования дисциплины управление операциями выступает производственный процесс.
Производственный процесс представляет собой совокупность взаимосвязанных основных вспомогательных и обслуживающих процессов труда и орудий труда в целях создания потребительских стоимостей, полезных предметов труда, необходимых для производственного или личного потребления.
Основные производственные процессы это та часть процессов, в ходе которых происходит непосредственное изменение форм, размеров, свойств внутренней структуры предметов труда и превращение их в готовую продукцию. Например, на станкостроительном заводе это процессы изготовления деталей и сборки из них узлов, под-узлов и изделий в целом. К вспомогательным производственным процессам относятся такие процессы, результаты которых используются либо непосредственно в основных процессах, либо для обеспечения их бесперебойного или эффективного осуществления. Примерами таких процессов являются: изготовление инструментов, приспособлений, штампов, средств механизации и автоматизации собственного производства, запасных частей для ремонта оборудования, производства на предприятии всех видов энергии.
Обслуживающие производственные процессы это процессы труда по оказанию услуг, необходимых для осуществления основных и вспомогательных производственных процессов. Например, транспортировка материальных ценностей, складские операции всех видов, технический контроль качества продукции, и др.
Производственная структура предприятия - совокупность основных, вспомогательных и обслуживающих подразделений предприятия, обеспечивающих переработку "входа" системы в ее "выход"- готовый продукт с параметрами, заданными в бизнес-плане.
Характер построения подразделений, их количество определяется такими формами организации производства, как специализация, концентрация, кооперирование, комбинирование.
В зависимости от формы специализации производственные подразделения предприятия организуют по технологическому (на выполнении отдельной операции или вида работ), предметному (на изготовлении отдельного вида продукции или ее составной части) и смешанному (предметно-технологическому) принципу.
По технологическому принципу специализируются на машиностроительных предприятиях литейные, кузнечные, термические, сборочные цехи; на текстильных предприятиях - прядильные, ткацкие, отделочные (красильные) цехи; на металлургических предприятиях - доменные, сталелитейные, прокатные цехи и т.д.
При технологическом принципе оборудование располагают, исходя из выполнения однородных технологических операций для обработки разных деталей. Оборудование формируют по однотипным группам, например, в механическом цехе на одном участке могут быть сгруппированы только токарные станки, на другом - строгальные, на третьем - фрезерные.
Технологический принцип облегчает руководство цехом или участком: мастер, отвечающий за группу однородных станков, может всесторонне изучить их; при чрезмерной загрузке одного станка работа может быть передана на любой освободившийся станок.
Однако технологический принцип имеет и недостатки. Так, при большом разнообразии продукции нужны частые переходы от одних технологических операций к другим. Это требует дополнительного времени на переналадку станков, удлиняет цикл изготовления, усложняет планирование, производственные связи подразделений и вызывает ряд других недостатков. Поэтому этот принцип неэкономичен. Его применяют в условиях единичного и мелкосерийного типа производства с большой номенклатурой деталей.
При предметном принципе построения цехов каждый цех специализируется на изготовлении какого-либо определенного изделия или его составной части. По этому принципу сформированы цехи в крупносерийном и массовом производстве. Так, на автомобильном и тракторном заводах выделены цехи моторов, шасси, колес, кабин; на обувной фабрике - цех рантовой обуви и т.д.
Оборудование в цехах при предметном принципе располагают в порядке (последовательности) выполнения технологических операций. Оно здесь разнородно и предназначено для изготовления отдельных деталей или составных частей изделия. Цехи делятся на отдельные предметные участки, например, участки по изготовлению валов, шестерен, поршней и т.д. Оборудование устанавливается так, чтобы обеспечить прямолинейное движение деталей, закрепленных за участком. Детали обрабатывают партиями, время операции на отдельных станках не согласовано со временем операции на других. Детали во время работы хранят у станков и затем транспортируют всей партией.
Предметные участки часто имеют замкнутый цикл. Как правило, они оснащены всем комплексом оборудования, необходимым для изготовления продукции. Так, на механических участках, организованных по предметно-замкнутому циклу, кроме механической обработки, производят термическую обработку, сварку, окраску и т.д. По такому признаку построены участки механических цехов многих заводов.
При организации цехов и участков по предметному принципу создаются благоприятные условия для применения передовых методов организации производства и труда. Расстановка оборудования по ходу выполнения технологических операций резко сокращает путь движения обрабатываемых деталей и затраты времени на их транспортирование. Возникают благоприятные предпосылки для организации поточных и автоматических линий, более полно используется оборудование, рабочие специализируются на выполнении узких операций, в результате чего повышается их квалификация, улучшается организация труда, усиливается ответственность за качество выпускаемых изделий. При этом мастер полностью отвечает за весь цикл изготовления изделия. Все это ведет к росту производительности труда и снижению себестоимости продукции.
К недостаткам, присущим предметным цехам и участкам, можно отнести неполную загрузку оборудования на отдельных операциях вследствие небольшого объема работ. Организация таких участков наиболее целесообразна при относительно постоянной и небольшой номенклатуре выпускаемых изделий, т.е. она присуща для крупносерийного и частично массового производства.
При поточном методе построения цехов происходит разделение участков на поточные линии. Поточные линии организуют или в виде отдельных поточных участков, специализированных на обработке одного или нескольких изделий, или в виде одной сквозной поточной линии. Поточные методы работы свойственны массовому производству.
Начальным звеном производственной структуры служит рабочее место. Расположение рабочих мест зависит от типа производства. Например, на поточных линиях они расположены по ходу технологического процесса и по времени связаны единым тактом потока. Где нет поточного метода организации производства, рабочие места размещают преимущественно по группам однотипного оборудования.
При предметно-технологическом (смешанном) принципе построения цехов заготовительные цехи (литейные, штамповочные, прессовые, кузнечные) специализируются по технологическому принципу, а обрабатывающие - по предметному. Подобная производственная структура характерна для большинства машиностроительных предприятий.
Приведенная на рисунке 2 производственная структура характерна для большинства крупных машиностроительных предприятий мелкосерийного и серийного типа производства, отличающихся высоким уровнем комбинирования и низким уровнем предметной и технологической специализации. Производственные структуры предприятий (организаций, фирм и т.п.) других отраслей промышленности и народного хозяйства в целом значительно проще.
Основными факторами развития производственных структур предприятий являются:
регулярное изучение достижений в области проектирования и развития производственных структур с целью мобильности и адаптивности структуры предприятий к новым достижениям в этой области и к новой продукции;
оптимизация количества и размеров производственных подразделений предприятия;
обеспечение рационального соотношения между основными, вспомогательными и обслуживающими подразделениями;
обеспечение конструктивной однородности выпускаемой продукции;
рациональная планировка подразделений и генерального плана предприятия;
повышение уровня автоматизации производства;
обеспечение соответствия компонентов производственной структуры предприятия принципу пропорциональности по производственной мощности, прогрессивности технологических процессов (с точки зрения требований конструкции), уровня автоматизации, квалификации кадров и других параметров; обеспечение соответствия структуры принципу прямоточности технологических процессов с целью сокращения длительности (пути)прохождения предметов труда;
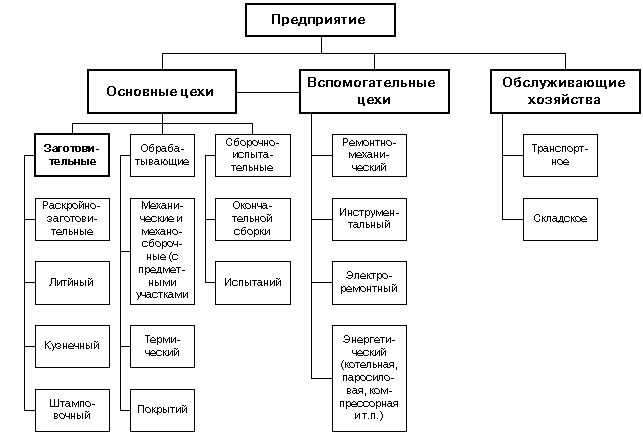
Рис. 1. Примерная производственная структура машиностроительного предприятия с предметно - технологическим принципом построения цехов
обеспечение соответствия уровня качества процессов в системе (производственной структуре предприятия) уровню качества "входа" системы. Тогда и качество "выхода" системы будет высоким;
создание внутри крупного предприятия (объединения, акционерного общества, фирмы и т.п.) юридически самостоятельных мелких организаций с предметной или технологической специализацией производства;
сокращение нормативного срока службы основных фондов;
соблюдение графиков планово-предупредительного ремонта основных производственных фондов предприятия, сокращение продолжительности проводимых ремонтов и повышение их качества, своевременное обновление фондов.
Структура производственного процесса представлена на рисунке 2.
Основные вспомогательные и обслуживающие производственные процессы имеют разные тенденции развития и совершенствования. Многие вспомогательные производственные процессы могут быть переданы специализированным заводом, что в большинстве случаев обеспечивает экономически более эффективное их производство. С повышением уровня автоматизации и механизации основных и вспомогательных процессов обслуживающие процессы постепенно становятся неотъемлемой частью основного производства, играют организующую роль в гибких автоматизированных производствах. Основные, а в некоторых случаях и вспомогательные производственные процессы, протекают в разных стадиях или фазах. Стадия – это обособленная часть производственного процесса, когда предмет труда переходит в другое качественное состояние. Например, материал переходит в заготовку, заготовка в детали и т.д.
Основные производственные процессы протекают в следующих стадиях:
- заготовительная;
- обрабатывающая;
- сборочная;
- регулировочно–настроечная.
Заготовительная стадия предназначена для производства заготовок деталей. Она характеризуется весьма разнообразными методами производства. Например, раскрой или резка заготовок деталей из материала, изготовление заготовок методами литья, штамповки и т.д. Основная тенденция развития технологических процессов на этой стадии заключается в приближении заготовок к формам и размерам готовых изделий. Орудиями труда на этой стадии являются отрезные станки, прессово-штамповочное оборудование и другие.
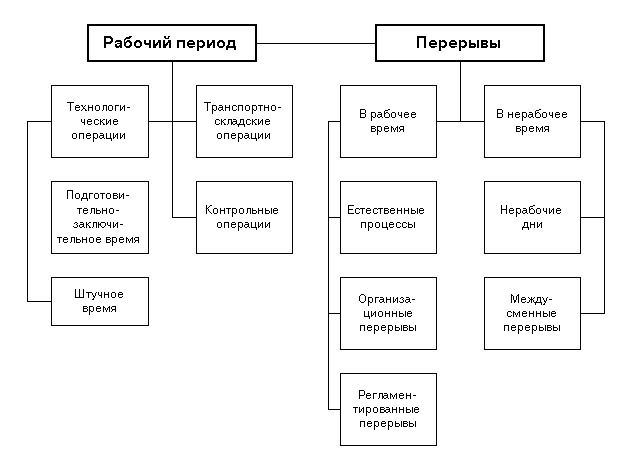
Рис. 2. Структура производственного цикла
Обрабатывающая стадия – вторая в структуре обработочного процесса, включает механическую обработку. Предметом труда здесь являются заготовки деталей, орудиями труда на этой стадии в основном являются различные металлорежущие станки, печи термической обработки, аппараты для химической обработки в результате выполнения этой стации деталям придаются размеры соответствующие заданному классу точности.
Сборочная стадия это производственный процесс, в результате которого, получаются сборочные единицы, под узлы, узлы, блоки или готовые изделия. Предметом труда на этой стации являются детали и узлы собственного изготовления, а также полученные со стороны комплектующие изделия. Различают две основные организационные формы сборки: стационарную и подвижную.
Стационарная сборка это когда изделие изготавливаются на одном рабочем месте, а детали подаются. При подвижной сборке изделие создаются в процессе его перемещения от одного рабочего места к другому. Орудия труда здесь не так многообразны как в обрабатывающей стации. Основными из них являются всевозможные верстаки, стенды, транспортирующие и направляющие устройства. Сборочные процессы, как правило, характеризуются значительными объемами работ, выполняемыми вручную, поэтому механизация и автоматизация – их главная задача это совершенствования технологического процесса.
Регулировочно-настроечная стадия проводится с целью получения необходимых технических параметров готового изделия. Предметом труда здесь являются готовые изделия или их отдельные сборочные единицы. Орудия труда – универсальная контрольно-измерительная аппаратура специальные стенды для испытаний.
Составными элементами стадий основного и вспомогательного процесса являются технологические операции. Деление производственного процесса на операции, а далее на приемы и движение, необходимо для разработки технически обоснованных норм времени выполнения операции. Операция это преобразование потребляемых ресурсов, товаров и услуги. Часть производственного процесса, которая как правило, выполняется на одном рабочем месте без переналадки и одним или несколькими рабочими (бригадой).
В зависимости от степени технического оснащения производственного процесса различают операции: ручные, машинно-ручные, машинные, автоматические, аппаратные.
Как основные, так и вспомогательные процессы состоят из основных и вспомогательных элементов операций. К основным относятся операции непосредственно связанные с изменением размеров, форм, свойств, внутренней структуры предметов труда или превращение одного вещества в другое, а также изменение местоположение предметов труда относительно друг-друга. К вспомогательным относятся операции, выполнение которых способствует протеканию основных, например перемещение предметов труда, контроль качества, снятие и установка, хранение и другие.
В организационном отношении основные и производственные процессы условно подразделяются на простые и сложные. Простыми называются процессы, в которых предметы труда подвергаются последовательному ряду связанных между собой операций, в результате чего получаются частично готовые продукты труда. Сложными называются процессы, в которых получаются готовые продукты труда путем соединения частных продуктов, т.е. получаются сложные изделия (станки, машины приборы и т.д.). Движение предметов труда в производственном процессе осуществляется так, что результат труда одного рабочего места становится исходным предметом для другого, т.е. каждый предыдущий во времени и пространстве дает работу последующему. Это обеспечивается организацией производства. От правильной и рациональной организацией производственных процессов зависят результаты приозводствено-хозяйственной деятельности предприятия, экономические показатели его работы, себестоимость продукции, прибыль и рентабельность производства, величина незавершенного производства и размер оборотных средств.