

Машины и оборудование для грохочения, сепарации и классификации строительных материалов. Конструкции и расчёты. Жулай В.А., Шарипов Л
.X.pdfВ. А. Жулай, Л. Х. Шарипов
Машины и оборудование для грохочения, сепарации и классификации строительных материалов.
Конструкции и расчёты
Учебное пособие
Воронеж 2019
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Воронежский государственный технический университет»
В. А. Жулай, Л. Х. Шарипов
Машины и оборудование для грохочения, сепарации и классификации строительных материалов.
Конструкции и расчёты
Учебное пособие
Допущено Федеральным УМО по укрупненной группе специальностей и направлений подготовки 23.00.00 – «Техника и технологии наземного транспорта» в качестве учебного пособия для обучающихся
по направлениям подготовки 23.03.02 – «Наземные транспортнотехнологические комплексы», уровень образования – «бакалавриат», 23.05.01 – «Наземные транспортно-технологические средства», уровень образования - «специалитет»
Воронеж 2019
УДК 621.879.3(072) ББК 33.4я37
Ж87
Рецензенты:
кафедра «Сельскохозяйственные машины, тракторы и автомобили» Воронежского ГАУ (О. И. Поливаев, д. т. н., профессор);
В. В. Кандалинцев, директор Воронежского филиала АП ЦНИИОМТП
Жулай, В. А.
Машины и оборудование для грохочения, сепарации Ж87 и классификации строительных материалов. Конструкции
и расчёты: учебное пособие /В. А. Жулай, Л. Х. Шарипов; ФГБОУ ВО «Воронежский государственный технический университет». – Воронеж: Изд-во ВГТУ, 2019. – 218 с.
ISBN 978-5-7731-0801-6
Рассматриваются конструкции машин и оборудования для разделения материалов, приводятся методика расч та их технологических и конструктивных параметров и другие сведения, необходимые для выполнения курсовых проектов и ВКР по дисциплине «Строительные машины и оборудование».
Предназначено для студентов направлений подготовки 23.05.01 «Наземные транспортно-технологические средства» и 23.03.02 «Наземные транспорт- но-технологические комплексы».
Ил. 115. Табл. 25. Библиогр.: 8 назв.
УДК 621.879.3(072) ББК 33.4я37
Печатается по решению учебно-методического совета Воронежского государственного технического университета
ISBN978-5-7731-0801-6 |
© Жулай В. А., Шарипов Л. Х., 2019 |
|
© ФГБОУ ВО «Воронежский |
|
государственный технический |
|
университет», 2019 |
|
2 |
Введение
Одной из основных операций в технологической цепи производства материалов минерального происхождения является их сортировка, т.е. разделение частиц материала по крупности для получения фракций или классов повышенной однородности, осуществляемая специальным оборудованием.
Технологические и конструктивные параметры оборудования для разделения материала существенно влияют на главные показатели процесса сортировки – производительность, эффективность, показатели чистоты конечного продукта. Поэтому методам выбора и расч та технологических и эксплуатационных показателей, снижению динамических воздействий на окружающую среду уделяется большое внимание в проектно-конструкторских, научноисследовательских организациях и на машиностроительных заводах, серийно выпускающих сортирующее оборудование.
Машины и оборудование для разделения сыпучих материалов изучаются студентами по направлениям подготовки «Наземные транспортнотехнологические средства» и «Наземные транспортно-технологические комплексы» в рамках дисциплины «Строительные машины и оборудование», которая является итоговой и обеспечивающей получение знаний, умений и навыков, необходимых инженеру-механику для практической работы.
Впроцессе освоения программного материала дисциплины обучающимся, как будущим специалистам, необходимо подробно изучить машины, используемые в промышленности нерудных строительных материалов, что позволит на практике проявить умение правильно их эксплуатировать, повышать производительность, обеспечивать над жность оборудования и снижение себестоимости выпускаемой продукции. Однако освоить в достаточной степени вопросы, связанные с оборудованием для разделения частиц материала по крупности, в рамках ограниченного объема времени, выделенного для изучения указанной дисциплины, не представляется возможным. Поэтому цель учебного пособия – дать студентам более углубленные знания, связанные с освоением и изучением конструкций, рабочих процессов, методов расч та конструктивных параметров, нагрузок в элементах машин для сортировки.
Вработе для повышения уровня знаний изучаемые машины и оборудование представлены более широко. Рассмотрены их конструктивные особенности
ирабочий процесс практически всех основных типоразмеров, приведены расчеты конструктивных, технологических, кинематических параметров.
Построение материала в книге представляет студенту широкие возможности для активной самостоятельной деятельности. В ней содержатся общие и частные методические указания, порядок и методика выполнения расчетов оборудования, справочные материалы в виде таблиц, графики, литературные источники и т.д., что существенно экономит время учащегося.
3
Общие сведения о сортировке материалов
При обработке сыпучих и кусковых материалов возникает необходимость в отделении части материала от основной массы или разделении ее на фракции с более однородным составом. Сортировкой называют разделение материала по крупности частиц или другим отличительным признакам с целью получения фракций или классов повышенной однородности.
Если сырье представляет собой смесь различных материалов, один из которых необходим для данного производства, а остальные составляют пустую породу, то сортировкой (обычно после предварительного измельчения) отделяют ценный материал от пустой породы. Такую сортировку называют обогащением. Обогащение целесообразно выполнять на месте добычи полезного ископаемого, чтобы не перевозить с ценным материалом пустую породу. Сортировку также применяют для удаления кусков, размеры которых больше или меньше допускаемых в данном технологическом процессе.
Для сортировки строительныхматериалов применяютследующие способы. Механическая сортировка (грохочение) – разделение материала по крупности при помощи машин и устройств, снабженных разделительными просеиваю-
щими поверхностями, которые представляют собой сита, решета или наборы колосников.
Воздушная сортировка (сепарация) – разделение материала по крупности частиц и их удельному весу за счет различной скорости осаждения в воздушном потоке под действием сил тяжести или центробежных сил и сил сопротивления среды.
Гидравлическая сортировка (классификация) – разделение материала по крупности частиц, их удельному весу и различной смачиваемости в воде или другихжидкостях.
Магнитная сортировка (сепарация)– удаление металлических включений и предметов с целью предотвращения поломки обрабатывающих машин; удаление примесей железа или его окислов, загрязняющих сырье; обогащение железных руд.
Сортировке могут подвергаться материалы в сухом и мокром состояниях. Процесс отделения воды и шлама от продуктов мокрой сортировки называют
обезвоживанием или обесшламливанием.
1.Машины для механической сортировки
1.1.Классификация и выбор грохотов
Впроизводстве нерудных строительных материалов применяют главным образом механическую сортировку на машинах, называемых грохотами.
Машины для механической сортировки подразделяются:
по типу просеивающей поверхности – на грохоты с колосниковыми, штампованными, роликовыми, винтовыми, плетеными проволочными ситами;
4
по характеру движения просеивающей поверхности – на неподвижные, качающиеся, вибрирующие, вращающиеся;
по форме просеивающей поверхности и ее положению в пространстве – на плоские и изогнутые, горизонтальные, наклонные, вертикальные.
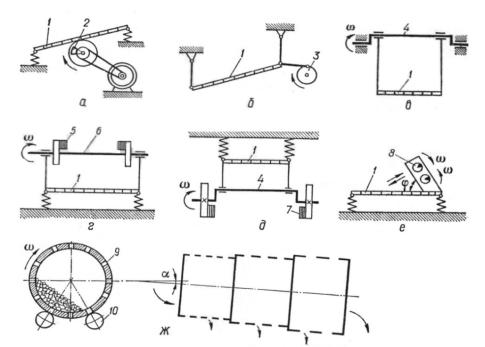
На рис. 1 представлены конструктивные схемы различных механических грохотов.
Рис. 1. Схемы механических грохотов:
а – колосниковый; б – качающийся; в – вибрационный с гирационным приводом; г – то же с инерционным приводом; д – гирационный самоцентрирующийся;
е – вибрационный с направленными колебаниями; ж – барабанный; 1 – поверхность грохочения; 2,5,7,8 – дебаланс; 4 – вал эксцентриковый; 6 – вал;
9 – решето цилиндрическое; 10 – ролик приводной [5]
Тип и размеры грохотов выбирают в зависимости от требуемой производительности, качественной характеристики сортируемого материала (исходная и конечная величина кусков или зерен сортируемого материала, зерновой состав) и количества отсева мелких фракций материала, поступающего на дробление, устанавливают перед дробилками подвижные колосниковые грохоты. Перед дробилками крупного дробления для предварительного отделения мелких кусков обычно устанавливают колосниковые грохоты с зазором между пластинами сит 150 – 200 мм, а перед дробилками среднего и мелкого дробления (конусные, валковые и ударного типа) – вибрационные грохоты с ситами, размер ячеек которых близок к ширине загрузочной щели дробилок.
Предварительное грохочение материалов, для которых необходимо повторное дробление с целью отделения мелкой фракции, экономически целесо-
5
образно, когда содержание мелочи составляет не менее 25–30 % всей массы материала, поступающего на вторую или третью стадию дробления.
Измельчаемый материал разделяется по крупности на несколько сортов на двухситных вибрационных грохотах: эксцентриковых или инерционных. Для получения четырех и более сортов материала целесообразно устанавливать последовательно одноили двухситные грохоты, так как эксплуатация трехситных грохотов весьма затруднительна.
Эксцентриковые грохоты лучше сортируют материал со средним размером куска в смеси 50–60 мм, а инерционные грохоты – более мелкие смеси (размер куска до 40 – 50 мм). Вибрационные грохоты применяют также и на цементных заводах при мокром грохочении, поступающей на помол в сырьевые мельницы.
Мелкие смеси рекомендуется сортировать на инерционных грохотах с направленными колебаниями или на инерционных грохотах с круговыми колебаниями легкого и среднего типов, а для сортировки крупных смесей – использовать эксцентриковые и инерционные грохоты с круговыми колебаниями среднего и тяжелого типов. При выборе типа грохота и его конструктивных параметров для конкретных условий производства необходимо знать не только размеры максимальных кусков сортируемой смеси, но и средневзвешенный диаметр ср этой смеси, так как по этому размеру определяют основные параметры грохота – амплитуду и частоту колебаний и динамический режим его работы:
|
, |
,..., |
|
dср |
d1m1 d2m2 ... dnmn |
, |
|
(1) |
||
|
|
|
|
|||||||
|
|
|
m1 m2 ... mn |
|
|
|||||
где |
– средние диаметры отдельных фракций, мм, равные |
|||||||||
|
|
|
||||||||
|
полусумме граничных размеров зерен этих фракций; |
|
|
|||||||
|
фракций, ,..., %., |
– массовые или объемные количества материала каждой из |
||||||||
ной. В |
|
ср < 40 |
мм, то смесь считается мелкой, а при |
ср > 40 |
мм – круп- |
|||||
|
Если |
|
|
|
||||||
зависимости от требуемого количества фракций определяют, сколько необходимо сит в грохотах и их количество.
1.2. Конструкции поверхностей грохочения
Для механической сортировки применяют просеивающие поверхности различной конструкции. Для крупного грохочения с размерами кусков от 200 до 500 мм обычно используют набор колосников – массивных параллельно установленных стержней. Для среднего грохочения (от 50 до 200 мм) чаще применяют штампованные решета, представляющие собой металлические листы с отверстиями. Для мелкого грохочения (от 1 до 50 мм) и тонкого просеи-
6
вания (от 0,04 до 1 мм), как правило, применяют плетеные и струнные сита из проволоки и нитей.
Тонкое просеивание малоэффективно, его применяют лишь для процеживания жидких масс или для просеивания сравнительно небольших количеств сухого материала.
Плетеные сита с размером отверстий 0,04 – 0,1 мм применяют для ситового анализа, которым определяют процентное содержание зерен определенной крупности в исходном материале.
Ситовый анализ мелких материалов производится на механическом анализаторе (встряхивателе). Наибольшее распространение получил вибрационный анализатор НПК «Механобр-техника». В нем имеется набор из 11 контрольных сит с квадратными отверстиями: 1,6; 1,25; 0,80; 0,56; 0,400; 0,280; 0,200; 0,140; 0,100; 0,071; 0,045 мм. Масса разовой пробы – до 300 г.
Материал, просеивающийся через данную сетку, но оставшийся на следующей сетке шкалы, называется классом крупности. Применяется два способа обозначения классов: по методу «от – до» и по способу «минус – плюс».
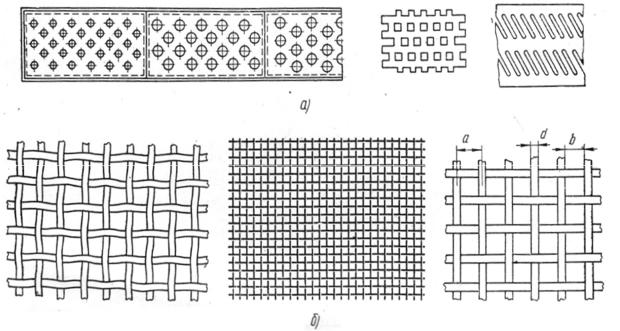
Форма отверстий у колосниковых грохотов и струнных сит щелевидная, у штампованных – круглая, прямоугольная или квадратная, у плетеных – квадратная (рис. 2).
Рис. 2. Просеивающие поверхности:
а – листовые штампованные решета; б – проволочные плетеные сита [4]
Материалом для просеивающих поверхностей обычно является стальной прокат в виде полосы или листа марок Ст.3 и легированных сталей, а также стальная холоднотянутая проволока низкоуглеродистая и пружинная. Чем мельче отверстия просеивающей поверхности, тем тоньше лист, меньше диаметр проволоки и короче срок службы грохота, особенно при работе на матери-
7
алах повышенной абразивности. Так, для проволочных сит с отверстиями 6х6, 13х13 мм при грохочении антрацита срок службы грохота не превышает 10 – 12 дней для низкоуглеродистой стали и 20 – 25 дней для стали пружинной. Для увеличения срока службы просеивающих поверхностей в последние годы больше используют новые материалы.
Исследования и промышленная эксплуатация показали высокую эффективность резиновых струнных сит с диаметром шнура 6,5; 10; 12 и 15 мм и секционных штампованных сит «Эластик» из резины и полиуретанового каучука с отверстиями 25х25 и 30х30 мм. Такие сита обладают высокой стойкостью к абразивному износу и коррозии.
Колосниковые грохоты наиболее прочные. Переборкой колосников можно менять размеры отверстий, но щелевидные размеры не обеспечивают однородности просеиваемого материала, особенно при наличии кусков лещадной (плоской) формы. Штампованные металлические просеивающие поверхности благодаря некоторой конусности отверстий меньше забиваются по сравнению с плетеными, но имеют меньшее живое сечение (отношение площади отверстий в свету к площади просеивающей поверхности, которое для штампованных составляет 25 – 50 %, а для плетеных 75 %), у плетеных к тому же может изменяться размер отверстий за счет смещения проволок.
Если разделение некоторого количества материала П выполнено на грохоте с одной просеивающей поверхностью, имеющей размеры отверстий, равные d мм, то одна часть его – q1, прошедшая через отверстия, будет нижним классом, или просевом, а вторая часть – q2, не прошедшая через отверстия, – верхним классом, или отсевом (см. рис. 2, а). Таким образом, сумма значений q1+q2 является производительностью грохота, если разделение количества П на две фракции осуществлено в единицу времени. Однако работа грохота характеризуется не только производительностью, но и качеством разделения материала. В нижнем классе не может быть частиц по размерам, превышающим диаметр отверстий в просеивающей поверхности, а в верхнем классе остается некоторое количество частиц, размер которых меньше диаметра отверстий. Чем тщательнее и дольше просеивается материал, тем ниже производительность грохота и выше качество разделения, характеризуемое коэффициентом грохочения или коэффициентом полезного действия грохота.
Коэффициентом эффективности грохочения называют отношение количества частиц нижнего класса q1 ко всему количеству q таких же по размерам частиц в поступившем на грохот материале (определяется ситовым анализом). Коэффициент эффективности определяется по формуле
KE = (q1/q)100 %. |
(2) |
Коэффициент эффективности грохочения зависит от таких факторов, как скорость и характер движения материала по просеивающей поверхности, коэффициент трения, форма и размеры отверстий и частиц материала, его влажность, процентное содержание частиц нижнего класса в исходном материале,
8
размеры и форма просеивающей поверхности и т.п. Если задана производительность грохота, то при его выборе и эксплуатации стремятся обеспечить наибольший коэффициент эффективности. Не допускается увеличение производительности за счет снижения качества разделения материала. Зерна, которые могли пройти через отверстия просеивающей поверхности, но не прошли и попали в верхний класс, не только снижают качество грохочения, но и загрязняют верхний класс.
Чистоту верхнего класса характеризуют коэффициентом чистоты, который представляет собой отношение веса посторонних зерен, содержащихся в верхнем классе, к весу верхнего класса:
Kч = [(q−q1)/q2]100 %. |
(3) |
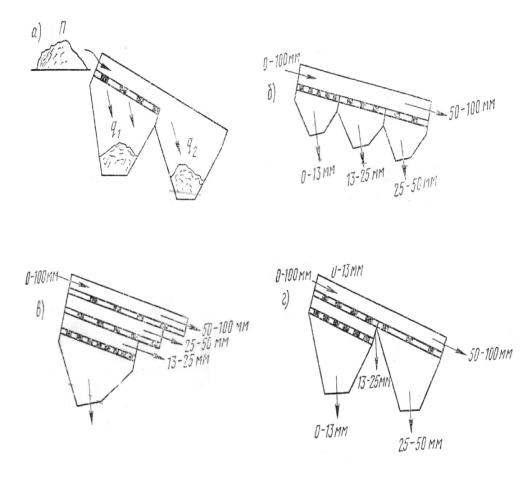
При необходимости разделить материал на несколько фракций применяют соответствующее количество просеивающих поверхностей (рис. 3) и последовательно просеивают верхний класс на ситах с увеличивающимися отверстиями, а нижний класс – на грохотах с уменьшающимися отверстиями, причем n просеивающихповерхностей даютn + 1 фракцию.
Рис. 3. Схема установки просеивающих поверхностей:
а– одинарной; б – тройной последовательной;в – тройной параллельной;
г– тройной комбинированной [5]
9