

3 Характеристика основного технологического оборудования
Гидравлическая 4-сегментная моталка (рисунки 2 и 3) со смещаемым корпусом и надавливаемыми резиновыми гильзами; с системой контроля кромки полосы (EPC) и опорным роликом; с реверсивной намоткой включает в себя:
двигатель с регулируемой частотой вращения для привода барабана;
двигатель с постоянной частотой вращения для смазки закрытого контура;
базу с продольными направляющими, опирающимися на ролики для принятия цилиндрического корпуса и цилиндра смещения;
цилиндрический корпус для установки редуктора и оправки моталки;
высокомощное прямозубое цилиндрическое зубчатое колесо с колёсами и шестернёй;
оправку из легированной стали на антифрикционных подшипниках;
разбросный барабан с четырьмя поверхностями клина, установленными по образующей;
стяжку как расширение с разбросного цилиндра до разбросного барабана;
4 сегмента из литой стали с внутренними поверхностями клина и с трубопроводом;
резиновые гильзы в качестве защитной крышки для оправки разматывателя;
гидравлический разбросный цилиндр с подачей масла;
муфту с тормозными дисками для соединения привода двигателя с редуктором;
захватный тормоз для торможения привода;
систему гидравлического трубопровода из стандартной стали, со шлангами и винтовыми соединениями.
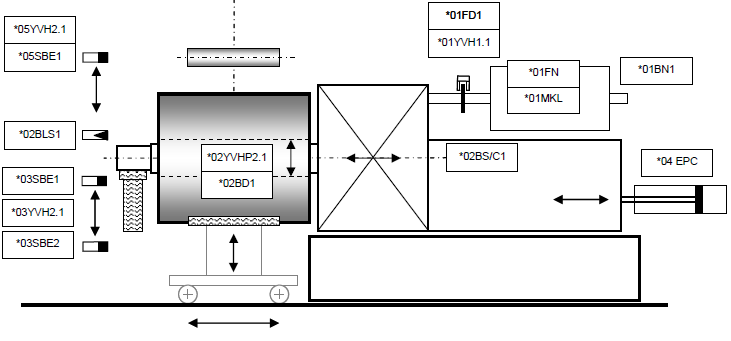
Рисунок 2 ‑ Кинематическая схема моталки: фронтальный вид
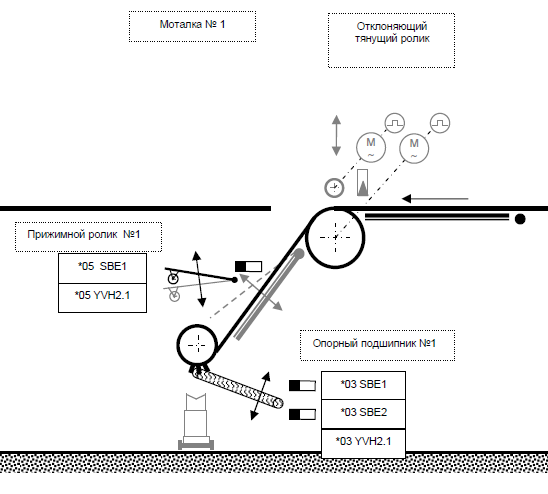
Рисунок 3 ‑ Кинематическая схема моталки: вид сбоку
Технические данные моталки представлены в таблице 1.
Таблица 1 ‑ Размерные параметры моталки
Параметр |
Значение, мм |
Номин. диаметр правки без гильз |
468 |
Номин. диаметр правки с резиновыми гильзами |
508 и 610 |
Длина барабана |
2000 |
Разбросный диапазон |
32 |
Смещение разматывателя для контроля кромки полосы |
150 |
Максимальный вес рулона: 43500 кг; максимальный диаметр рулона: 2500 мм.
Габариты преобразователя ACS 800-107-1030-3 (2R8i):
Высота: 2130 мм;
Ширина: 600 мм;
Глубина: 644 мм;
Вес: 510 кг;
Уровень шума: 62 дБ
Расход воздуха: 2560 м3/ч.
4 Технические и технологические требования, предъявляемые к мехатронной системе
Моталка должна обеспечивать реверсивное постоянное натяжение при намотке полосы в диапазоне от 0 до 56.4 кН и скорость до 250 м/мин, при диаметрах рулона от 508 до 2300 мм и весом до 43500 кг и иметь износостойкую конструкцию.
Необходимо предусмотреть рекуперативный (для экономии энергии) и механический (для экстренных и оперативных нужд) тормозы.
Ремонт и обслуживание моталки должно производиться в минимальное время.
Моталка, в процессе намотки, должна обеспечивать возможность смещения рулона по оси вращения в обе стороны до 150 мм для контроля кромки полосы.
Должны быть предусмотрены гибкие кабели, так как на подвижной раме моталки находится электрическое оборудование.
Масляной смазкой должен обеспечиваться редуктор и все относящиеся к нему точки смазки без выведения моталки из технологического процесса АНГЦ.