

6 Существующая система управления мехатронной системой
Управление роботом IRB6640 осуществляется числовым программным управлением (ЧПУ) с помощью контроллера IRC5 (рисунок 6).
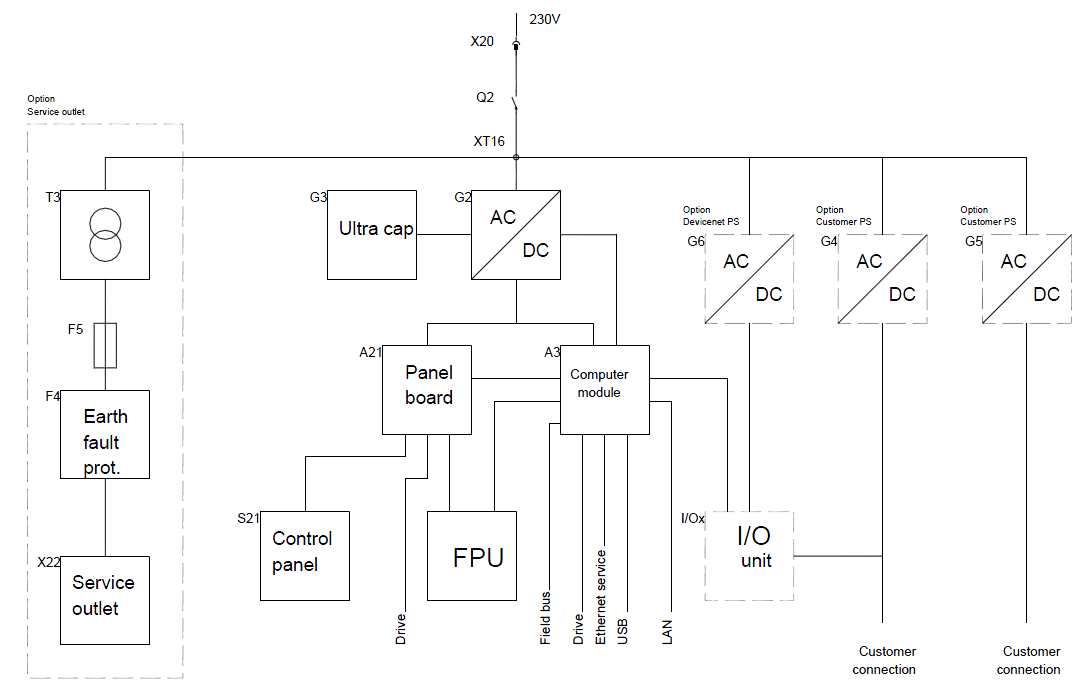
Рисунок 6 – Блок-схема контроллера IRC5 манипулятора IRB6640
Контроллер IRC5 содержит компоненты управления высоковольтным и низковольтным оборудованием, которые размещаются в одном модуле. Робот приводится в действие посредством силовой электроники, которая находится в контроллере IRC5. Здесь же расположены: вводные автоматы, шина питания 380В переменного тока, шина питания +24В постоянного тока, компьютер промышленного исполнения, блоки управления внешним оборудованием и захватным устройством, блок сигналов ввода/вывода.
Также в модуле расположены: блоки управления приводами, блоки выпрямителей, блоки фильтров, главный трансформатор, блок вентиляторов, блок системы безопасности, аппаратные индикаторы системы безопасности контроллера, DC-шина.
В контроллер могут устанавливаться модули с функциями памяти, блоки дополнительных сигналов ввода/вывода, блоки кодирования, а также возможно подключение блоков Profibus и блоков сигналов ввода/вывода любого типа, совместимого с DeviceNet.
Кинематическая модель описывает связь между вращениями двигателя и перемещением TCP (Point Tool Center), что позволяет использовать геометрическую программирование и интерполяцию, делая программирование проще и быстрее.
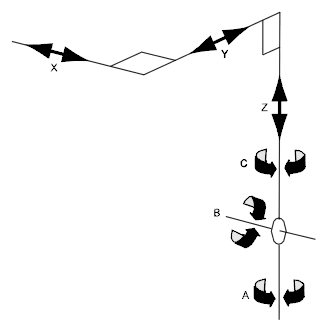
Рисунок 7 – Блок-схема контроллера IRC5 манипулятора IRB6640
Концепция QuickMove, используемся в управлении манипулятором, означает, что используется самооптимизируемое управление движением. Робот автоматически оптимизирует параметры сервопривода для достижения наилучшей производительности в течение всего цикла - на основе свойств нагрузки, местоположения в рабочей зоне, скорости и направления движения.
• Не нужно настраивать параметры для достижения правильного пути, ориентации и скорости.
• Максимальное ускорение всегда достигается (ускорение может быть уменьшено, например, при работе с хрупкими частями).
• Количество корректировок, которые необходимо выполнить для достижения кратчайшего возможного времени цикла, сводится к минимуму.
Концепция TrueMove, используемся в управлении манипулятором означает, что запрограммированный путь следования - независимо от скорости или режима работы - даже после защищённой остановки, остановки процесса, остановки программы или сбоя питания.
Этот очень точный путь и скорость основаны на передовом динамическом моделировании.
Контроллер программируется объектно-ориентированным проектированием на языке программирования высокого уровня RAPID.
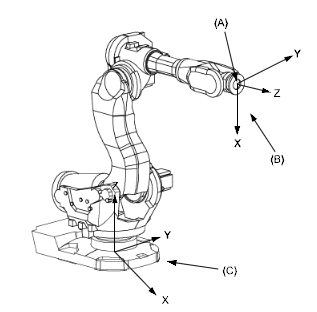
Система позволяет программировать положение и вращение лишь кистью (рисунок 8 (А)) в любой системе координат, беря расчёт вращения приводов колена и запястья на себя.
Связь с роботизированной системой осуществляется через пульт управления (FlexPendant) и панель управления на модуле управления (Рисунок 7). И панель управления и пульт управления могут быть установлены снаружи, то есть отдельно от шкафа управления, и роботом можно управлять оттуда. Роботом также можно дистанционно управлять с компьютера, ПЛК или внешней панели управления пользователя посредством последовательной связи или цифровых системных сигналов. Система управления имеет диагностическое программное обеспечение для упрощения поиска неисправностей и сокращения времени простоя. Ошибки, обнаруженные диагностическим программным обеспечением, отображаются в виде обычного текста с кодовым номером на дисплее пульта управления. Все системные сообщения и сообщения об ошибках регистрируются в общем журнале, в котором сохраняются последние 150 сообщений. Доступ к этому журналу можно получить через строку состояния FlexPendant.
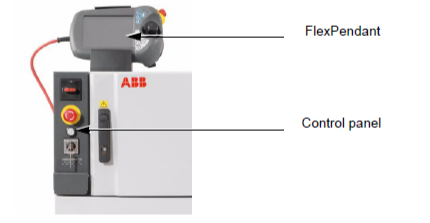
Рисунок 7 – Панель и пульт управления