

10. Листовая штамповка (сущность, схема, инструмент и оборудование).
Метод изготовления плоских и объемных тонкостенных изделий из листового материала с помощью штампов. При листовой штамповке чаще всего используют низкоуглеродистую сталь, пластичные легированные стали, медь и др. Листовую штамповку широко применяют в различных отраслях промышленности, особенно в таких, как авто-, тракторостроении и др.
К преимуществам листовой штамповки относятся:
-возможность получения деталей минимальной массы при заданной их прочности и жесткости;
-достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием;
-сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность Листовую штамповку подразделяют на холодную и горячую. Горячей листовой штамповкой в основном производят крупногабаритные изделия из заготовок толщиной более 10 мм (котлы, цистерны, корпуса судов). Основное оборудование листовой штамповки - механические и гидравлические прессы, а инструмент -штампы различных конструкций.
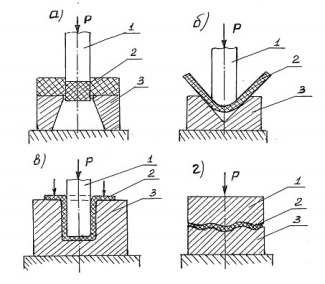
а) вырубка; б) гибка; в) вытяжка; г) формовка. 1 – пуансон; 2 – заготовка (изделие); 3 – штамп (матрица).
Обработка резанием
1. Технологическая особенность изготовления заготовок точением.
Токарная обработка — это обработка резанием наружных и внутренних цилиндрических и конических поверхностей, торцевание, отрезание, снятие фасок, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках. Вращательное движение заготовки называют главным движением резания, а поступательное движение режущего инструмента — движением подачи. РАЗНОВИДНОСТИ ТОЧЕНИЯ
Обтачивание — обработка наружных поверхностей.
Растачивание — обработка внутренних поверхностей.
Подрезание — обработка плоских торцевых поверхностей.
Резка — разделение заготовки на части или отделение готовой детали от заготовки.
Токарная обработка металлов, основана на удалении припуска и превращении его в стружку, определяются понятием резание металла. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой — геометрией инструмента.
Токарные станки подразделяются на универсальные, специализированные и специальные. Универсальные станки являются самой многочисленной группой токарных станков. На них можно производить все технологические операции, характерные для токарной обработки. Специализированные станки – станки, на которых производят обработку ограниченного числа технологических операций на одинаковых деталях;. Специальные станки служат для выполнения одной или нескольких операций на детали одного типа,размера

Типы резцов
а)проходной прямой
д)отрезной
2. Классификация металлорежущих станков.
— машина, предназначенная для размерной обработки металлических заготовок в соответствии с чертежом (эскизом) путем снятия материала механическим способом с помощью режущего инструмента.
Группы металлорежущих станков
Первая группа - токарные станки в эту группу входят станки, которые предназначены для обработки поверхностей вращения.
Вторая группа - сверлильные и расточные станки Основное назначение станков данной группы - обработка круглых отверстий детали.
Третья группа - шлифовальные станки В этой группе станков обработка выполняется при помощи абразивных шлифовальных кругов.
Четвертая группа - фрезерные станки. В этой группе станков обработка (резание) выполняется при помощи фрез.
Пятая группа - строгальные станки. В данную группу станков входят станки, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или обрабатываемой детали.
Шестая группа - протяжные станки. В данную группу входят станки, использующие в качестве режущего инструмента протяжки.
Седьмая группа - полировальные и доводочные станки. Объединяющей фактор данной группы - абразивный режущий инструмент: абразивные ленты, порошки, пасты, абразивные бруски.
Восьмая группа - зубообрабатывающие станки. Данная группа станков предназначена для обработки зубьев колес, сюда так же включаются зубошлифовальные станки.
Девятая группа - резьбообрабатывающие станки. Данная группа станков предназначена для изготовления резьб (кроме токарных станков).
Десятая группа - разные и вспомогательные станки. Станки не вошедшие в другие группы.
Такая классификация позволяет присваивать каждому станку серийного производства шифр (индекс) — условное обозначение типа и модели. Индекс состоит из трех-четырех цифр: первая цифра указывает группу, вторая — тип (разновидность) станка в пределах данной группы, третья и четвертая — характеризуют один из важнейших размеров станка или обрабатываемой детали. Прописная буква после первой цифры указывает на модернизацию станка. Также различают универсальные, или общего назначения
В зависимости от массы металлорежущие станки общего машиностроения делят на категории
легкие — до 1 т
средние — до 10 т
тяжелые — свыше 10 т
По степени точности различают классы станков
нормальной точности — Н;
повышенной точности — П;
высокой точности — В (прецизионные);
особо высокой точности — А
особо точные — С («мастер»-станки,