

26. Сварка аккумулированной энергией (конденсаторная сварка) (схема, сущность, особенности).
Недостатком контактной сварки является значительная мощность, забираемая машиной из сети. В настоящее время практически реализованы уже несколько видов сварки аккумулированной энергией 1) электростатическая сварка; 2)электромагнитная сварка;
3) аккумуляторная сварка;
4) инерционная сварка
При замыкании прерывателя тока П конденсатор разряжается на первичную обмотку сварочного трансформатора. Сварочный ток можно регулировать изменением ёмкости конденсаторной батареи и напряжением, до которого заряжаются конденсаторы. Конденсаторная сварка обладает преимуществом точной дозировки количества энергии, расходуемой на каждую сварку. Конденсаторная сварка целесообразна для нержавеющих сталей, алюминиевых сплавов и т. п.
Аккумулятором энергии является магнитное поле, создаваемое пропусканием постоянного тока через первичную обмотку сварочного трансформатора. При прерывании постоянного тока создаваемое им магнитное поле исчезает, запасённая в нём энергия передаётся во вторичную обмотку трансформатора и поглощается сопротивлением сварочной цепи.
Для накопления возможного максимума запаса магнитной энергии магнитная цепь трансформатора должна быть разорвана воздушным зазором. При аккумуляторной сварке энергия запасается в щелочных аккумуляторах особой конструкции повышенной прочности, безопасно выносящих частые короткие замыкания.

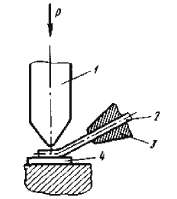
а - бестрансформаторная с разрядом на изделие;
б - с разрядом на первичную обмотку трансформатора;
1 - пружина; 2 - защелка; 3 и 4 - заготовки;
С - конденсатор; В - выпрямитель; Т – трансформатор
27. Радиочастотная сварка (схема, сущность, особенности).
28. Холодная сварка (схема, сущность, особенности).
29. Термокомпрессионная сварка (схема, сущность, особенности).
Детали прижимают друг к другу специальным инструментом, обеспечивающим необходимую пластическую деформацию в зоне соединения. Благодаря постоянному подводу теплоты детали находятся в нагретом состоянии, что обеспечивает получение качественного соединения при значительно меньшей деформации элементов.Нагрев деталей осуществляется контактным способом по одному из трех возможных
вариантов: нагрев столика до 450 °С, нагрев инструмента до 300 °С или одновременный нагрев столика и инструмента. В качестве свариваемых материалов могут быть использованы золото, серебро, алюминий.
30. Сварка трением (схема, сущность, особенности).
Для сварки трением используют преобразование механической энергии в тепловую, осуществляемое при взаимном перемещении свариваемых поверхностей. Работа сил трения, превращающаяся в теплоту, интенсивно нагревает трущиеся поверхности. Свариваемые детали нагреваются до пластического состояния, после чего их сжимают осевыми усилиями. Так в большинстве случаев сваривают встык детали круглого сечения, например трубы, стержни, некоторые режущие инструмент (сверла, метчики, развертки, концевые фрезы и пр.), изготовляемые из однородных и разнородных металлов, а также из различных пластмасс.
Для сварки трением используют переоборудованные токарные, сверлильные и прочие металлорежущие станки, а также специализированные сварочные машины типа МСТ-23, МСТ-35 и МСТ-41 мощностью 10, 20 и 40 кВт. Трение поверхностей осуществляют вращением или возвратно-поступательным перемещением свариваемых деталей по одной из схем, приведенных на рис. V .31.
Давление осадки не превышает 25 МПа при сварке легких и пластичных металлов и 250 МПа при сварке наиболее твердых металлов.
По производительности сварка трением не уступает контактной сварке оплавлением, а экономически она даже выгоднее ее, так как в этом случае потребляемая мощность в 5... 10 раз меньше, чем при контактной сварке. Способ сварки трением прост, легко поддается автоматизации и программному управлению.

Рис. II. 22. Основные схемы сварки трением.