

11. Термическая резка металлов (схема, сущность, виды).
это способ раскроя металла путем его проплавления по заданной линии реза. Выделяют два основных вида термической резки – кислородную (газовую) и плазменную.
Газовая резка металла. Газовая резка металла осуществляется резаками за счет режущего газа направленного действия. Резаки могут быть как ручными так и автоматическими.
Основными преимуществами газовой резки является низкая стоимость и возможность раскроя металла толщиной до 500 мм. Недостатком такого вида резки металла является относительно низкое качество кромки. Есть и ряд ограничений: газовой резке не поддаются углеродистые, нержавеющие, высоколегированные стали, чугун, медь, алюминий и его сплавы, а также тонкостенные прокаты.
Плазменная резка. Основным инструментом для осуществления воздушно-плазменной резки является плазмотрон. Он генерирует дугу, теплота которой расплавляет металл в месте реза, а высокоскоростной плазменный поток удаляет расплавленный металл..
Среди преимуществ можно выделить возможность резки любого токопроводящего материала, высокую скорость и более качественную кромку реза по сравнению с газовой резкой. Главным недостатком является ограничение толщины разрезаемого материала. Максимально допустимая толщина даже у самых мощных аппаратов не превышает 80-100 мм.

Схема выполнения газовой резки: 1 – рез; 2 – газовая смесь; 3 – внутренний мундштук; 4 – наружный мундштук; 5 – струя режущего кислорода; 6 – излишки металла
12. Свариваемость металлов.
Свариваемость -способность металлов и сплавов образовывать сварные соединения, отвечающие нормальным условиям эксплуатации сварной конструкции. Одним из главных признаков плохой свариваемости металлов и сплавов является их склонность к образованию трещин. Сплавы с выраженной неоднородностью физико-мех свойств, склонные к образованию трещин, относят к сплавам с плохой свариваемостью, а сплавы однородные и не склонные к трещинообразованию- к сплавам с хорошей свариваемостью.
Свариваемость металлов зависит от их природы и от особенностей применяемого метода сварки. Основным материалом для получения сварных конструкций является сталь. На свариваемость углеродистых сталей наибольшее влияние оказывает содержание в них углерода. К хорошо сваривающимся относятся стали с содержанием углерода до 0,30%. Они свариваются в любых температурных условиях, в широком диапазоне толщин и форм деталей.
Отрицательное влияние на свариваемость стали оказывают примеси серы и фосфора. При одинаковом содержании углерода свариваемость легированных сталей хуже, чем углеродистых. Это объясняется их низкой теплопроводностью, а также окислением легирующих элементов и образованием карбидов при сварке. В результате изменяются свойства стали и могут образоваться трещины.
13. Сварка сталей (схема, сущность, особенности). Сварка ферритных
высокохромистых сталей. Сварка аустенитных хромоникелевых сталей.
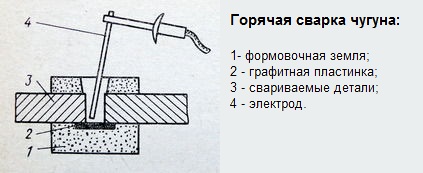
14. Сварка чугуна (схема, сущность, особенности).
Применяется при ремонте различных чугунных изделий и при исправлении дефектов, полученных в процессе литья. Применяют холодную, полугорячую и горячую сварку чугуна. Сварка ведется на постоянном токе прямой полярности. Прочность соединений при сварке электродами из никелемедного сплава невысокая. В переходном участке из-за большой усадки никелемедного сплава часто образуются микроскопические трещины. Основное преимущество сварки такими электродами хорошая обрабатываемость швов. Поэтому этот способ применяют при заварке небольших раковин, механической обработке отливок
15. Сварка меди и ее сплавов (схема, сущность, особенности).
16. Сварка латуни (схема, сущность, особенности).
17. Сварка алюминия и его сплавов (схема, сущность, особенности).
18. Сварка магния и его сплавов (схема, сущность, особенности).
19. Сварка титана и его сплавов (схема, сущность, особенности).
20. Сварка пластмасс (схема, сущность, виды).
Пластмассы являются весьма перспективными конструкционными материалами.
Их используют в качестве заменителей черных и цветных металлов. В промышленности и машиностроении широко применяют пластмассы. Синтетические смолы являются основой различных пластмасс. Их разделяют на 2 группы: термореактивные и термопластические. Первые-несвариваемые. Вторые-хорошосвариваемые. Для сварки пластмасс используют различные методы:сварка нагретым газом(рисунок),сварка трением,сварка нагретым инструментом(бес присадочного материала),сварка ТВЧ.
