

10. Изготовление отливок из медных сплавов (схемы, особенности, сущность).
Для изготовления отливок используют медные сплавы, которые делят на бронзы и латуни.
Оловянные бронзы имеют хорошую жидкотекучесть, достаточно высокую усадку. Безоловянные бронзы обладают высокой жидкотекучестью и усадкой. Латуни имеют удовлетворительную жидкотекучесть, высокую усадку. Все медные сплавы склонны к образованию трещин.
В качестве шихтовых материалов применяют чистую медь, отходы собственного производства, цинк, олово, свинец, железо, никель и другие материалы. Отливки из медных сплавов преимущественно (80 %) изготовляют литьем в песчаные формы и в оболочковые. Из оловянных бронз изготовляют арматуру, шестерни, подшипники, втулки и тд.
Латуни используют для изготовления различной арматуры для морского судостроения, подшипников, нажимные винты и гайки прокатных станов.
11. Изготовление отливок из алюминиевых сплавов (схемы, особенности, сущность).
Для изготовления отливок используют алюминиевые сплавы АЛ1—АЛ15 и т. д. Буквы обозначают принадлежность дан¬ного сплава к литейным алюминиевым сплавам, цифры — порядко¬вый номер сплава.
Алюминиевые сплавы имеют высокие временное сопротивление (150—340 МПа), относительное удлинение (1,5—12 %) и твердость (НВ 50—90). Все алюминиевые сплавы хорошо обрабатываются резанием.
Силумины (сплавы АЛ2, АЛ4, АЛ9) имеют высокую жидкотекучесть, малую усадку (0,8—1,1 %), не склонны к образованию горячих и холодных трещин.
В качестве шихтовых материалов используют технически чистый алюминий, силумины, отходы собственного производства, и другие добавки. Для удаления водорода и неметаллических включений алюминиевые сплавы очищают. Отливки из алюминиевых сплавов широко используют в авиа-ционной и ракетной технике, автомобильной, приборостроительной, промышленности и тд. Из алюминиевых сплавов изготовляют блоки двигателей внутреннего сгорания, корпуса насосов, судовые винты авиационные детали, детали электро- и радиоаппаратов
12. Изготовление отливок из магниевых сплавов (схемы, особенности, сущность).
Магниевые сплавы имеют пониженную жидкотекучесть, повышенную усадку, склонны к образованию трещин и самовозгоранию при плавке и заливке, хорошо поглощают водород. Для предотвращения литейных дефектов используют прибыли и холодильники, а при литье в кокиль – предварительный подогрев форм и стержней до температур порядка.
400 С. Для предотвращения самовозгорания магниевых сплавов их плавку проводят под слоем защитных флюсов из хлористых или фтористых солей щелочных и щелочноземельных металлов, а также в среде защитных газов. Защитные фтористые добавки вводят и в формовочные смеси. В процессе заливки струю расплавленного металла посыпают порошком серы, при горении которой образуется сернистый газ, предотвращающий возгорание магния.
При изготовлении литниковой системы предусматривают плавное, спокойное заполнение литейной формы (рисунок 3.32).
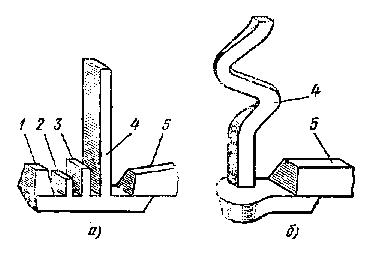
Рисунок 3.32 - Литниковая система для отливок из магниевых сплавов
При изготовлении литниковой системы предусматривают плавное, спокойное заполнение литейной формы. Хорошие результаты дает заливка с применением змеевидного стояка 4 (рисунок 3.32,б) с тормозящим движением металла элементами 5.
Для ответственных отливок применяют сложную литниковую систему с тормозящими элементами 3…3, 5 (рисунок 3.32,а).
Отливки из магниевых сплавов преимущественно изготавливают литьѐм в кокиль, под давлением и в песчаные формы.