

31. Ультразвуковая сварка (схема, сущность, особенности).
32. Сварка взрывом (схема, сущность, особенности).
33. Диффузионная сварка в вакууме (схема, сущность, особенности).
происходит благодаря взаимной диффузии (проникновение молекул одного вещества, в другое) частиц свариваемых материалов при соприкосновении их поверхностей.
Установка для сварки состоит из стальной камеры, установленной на подставку. Камера перемещается по направляющим и прижимается к подставке винтом. Насосом в камере создается вакуум. Подлежащие сварке детали помещают между подставками и жаропрочными пуансонами, которые сжимают детали давлением, создаваемым в гидравлических цилиндрах масляным насосом. Нагревание деталей в процессе сварки производится индуктором, питаемым током высокой частоты.
Поверхности деталей перед сваркой должны быть хорошо очищены.
Диффузионным
способом можно сваривать однородные и
разнородные сплавы и металлокерамические
материалы, в том числе – тугоплавкие.
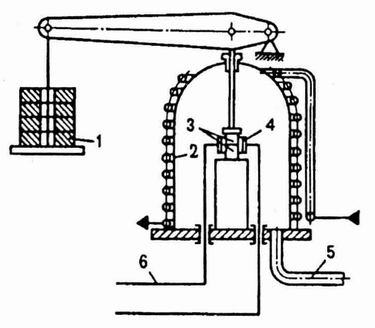
Принципиальная схема диффузионной сварки
1.Механическое устройство
2.Металлическая камера
3.Заготовки
4.Индуктор
5.Вакуумный насос
6.Высокочастотный генератор
34. Газопрессовая сварка (схема, сущность, особенности).
35. Термитная сварка (схема, сущность, особенности)
Обработка металлов давлением
1. Физические основы обработки металлов давлением.
Основными видами обработки давлением являются прокатка, прессование, волочение, ковка, объемная штамповка, листовая штамповка.
Прокаткой называют обжатие металла вращающимися валками (рис. III. 1, a). Ею получают изделия с постоянным по длине поперечным сечением (прутки, рельсы, листы, трубы, балки) или с периодически изменяющейся по длине формой. При прокатке схема главных напряжений соответствует объемному сжатию с максимальным напряжением в направлении давления валков, а схема главных деформаций может быть с двумя деформациями растяжения или двухосная схема деформации при прокатке с натяжением.
Прессование заключается в продавливании нагретого металла, находящегося в замкнутом объеме, через отверстие в матрице (рис. III. 1, б). Форма и размеры поперечного сечения выдавливаемых прутков соответствуют форме и размерам этого отверстия. При прессовании напряженное состояние характеризуется схемой объемного сжатия и схемой деформаций.
Волочение представляет собой протягивание заготовки через отверстие в волочильной матрице (волоке) (рис. III. 1, в). Волочением получают тонкие сорта проволоки, калиброванные прутки, тонкостенные трубы.
Ковка - процесс деформирования нагретой заготовки между бойками молота или пресса (рис. III. 1, г). Изменение формы и размеров заготовки достигается последовательным воздействием бойков или инструмента на различные участки заготовки.
Объемная штамповка заключается в одновременном деформировании всей заготовки в специализированном инструменте — штампе на молотах, прессах или горизонтально-ковочных машинах (рис. III. 1, д). Форма и размеры внутренней полости штампа определяют форму и размеры заготовки.
Листовая штамповка предназначена для получения плоских и объемных полых деталей из листа или полосы с помощью штампов на холодноштамповочных прессах (рис. III. 1, e). Напряженное состояние при холодной штамповке может характеризоваться схемами, представленными на рис. II. 2, б, в, г, а схема деформаций в некоторых случаях двухосная (см. рис. II. 2, ж).
Рис. III. 1. Схемы основных видов обработки металлов давлением.