

8. Сварка лазерным лучом (схема, сущность, особенности).
При лазерной сварке источником тепловой энергии служит мощный сконцентрированный световой луч, получаемый в специальных установках, называемых лазерами. В настоящее время основное применение имеют рубиновые лазеры с искусственным рубином, содержащим оксид алюминия (А1203) и небольшую добавку оксида хрома (Сг203). Такой лазер состоит из цилиндрического рубинового стержня 1 (рис. II. 23), ксеноновой лампы 2, линзы 4 и охлаждающей системы 3. Торцы стержня отполированы и посеребрены. Один, служащий для выхода наружу светового луча, частично прозрачен. При вспышке ксеноновой лампы, питаемой разрядным током конденсаторов, атомы хрома рубинового кристалла переходят из нормального в возбужденное состояние. Однако через несколько миллисекунд они снова возвращаются в исходное состояние, беспорядочно излучая фотоны красного света. Поток их вдоль оси стержня вызывает излучение новых фотонов, которые попеременно отражаются от зеркальных торцовых граней, увеличивая этим интенсивность общего излучения. При накоплении определенного уровня фотонов они в виде потока красного света прорываются через полупрозрачный торец стержня наружу. Пройдя через линзу 4, сфокусированный пучок 5 попадает на изделие 6. Продолжительность импульса излучения лазерного пучка равна тысячным и миллионным долям секунды.
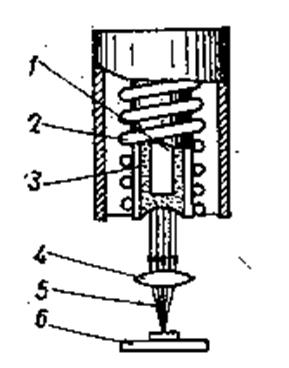
Рис. II. 23. Схема лазерной сварки.
Лазерной сваркой можно сваривать различные металлы толщиной до 0,5 мм. Его применяют также для получения отверстий в твердых сплавах, тугоплавких металлах, алмазах, рубинах и др.
9. Сварка плазменной струей (схема, сущность, особенности).
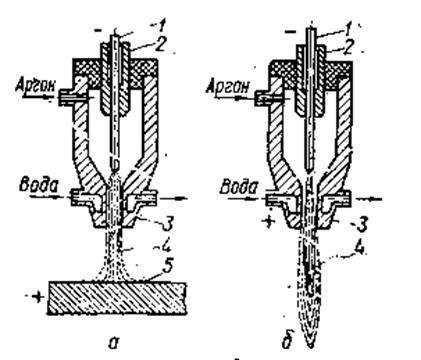
Электронной плазмой называют сильно ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электронов. Для получения плазменной дуги соосно столбу дуги, горящей между катодом и анодом, в узком канале водоохлаждаемого медного сопла 3 специальной плазменной горелки (рис. II. 24) пропускают поток газа. При увеличении тока столб дуги в ограниченном стенками канала сопле горелки расширяться не может, поэтому за счет его сжатия, а также сжатия газовым потоком температура столба дуги и степень ионизации газа резко повышаются. Практически почти весь газ, проходящий сквозь столб сжатой дуги, ионизируется и превращается в плазму.
Различают плазменную дугу прямого и косвенного действия. Дуга 4 прямого действия (рис. II. 33, а) горит между вольфрамовым электродом 1 (катодом) и изделием 5 (анодом). Температура такой дуги достигает 20000...30000 °С.
Дуга косвенного действия (рис. II. 24, б) горит между вольфрамовым электродом 1 и медным соплом 3 горелки. Давлением потока газа ионизированный газовый поток выдувается из сопла горелки в виде яркого концентрированного пламени 4. Его температура достигает 15000 °С и выше. Ток к вольфрамовому электроду подводят через мундштук 2, а к корпусу горелки — вблизи сопла. В качестве плазмообразующего газа для сварки используют главным образом аргон. Плазменной дугой сваривают углеродистые и нержавеющие стали, тугоплавкие и цветные металлы, а также неметаллические материалы толщиной от нескольких десятков микрометров и больше.
Сварка плазменной дугой в отличие от дуговой электрической имеет следующие преимущества:
в плазменной сварке процесс сварки менее чувствителен к изменению длины электрической дуги;
процесс протекает с большей температурой;
имеет меньший диаметр дуги, которая имеет цилиндрическую форму;
дуга горит на малых токах — от 0,2 до 30 А.