

3.2 Разработка конструкции штампа простого действия для гибки
3.2.1Разработка принципиальной конструктивной схемы
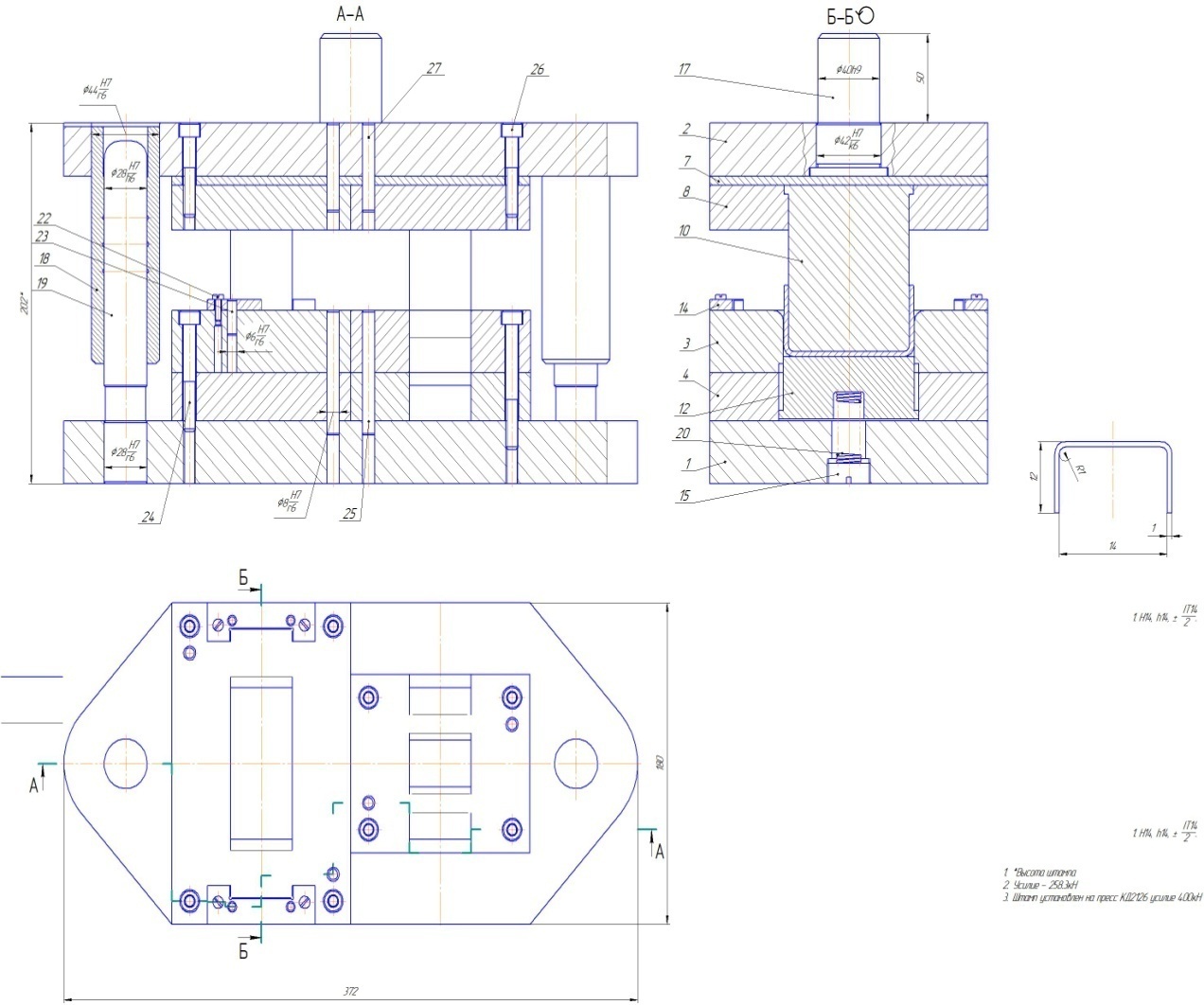
Рисунок 3.2-Эскиз штампа простого действия для гибки
Штамп состоит из нижней неподвижной части, прикрепляемой к столу пресса и верхней подвижной части, прикрепляемой к ползуну пресса.
Конструктивной основой нижней неподвижной части штампа является плита нижняя (1), прикрепляемая болтами к неподвижному столу пресса. На нижнюю плиту установлена матрица (3), имеющая отверстие служащее гибки детали. Матрица ориентируется относительно нижней плиты при помощи штифтов и прикрепляется к ней при помощи винтов.
Конструктивной основой верхней подвижной части штампа является плита верхняя (2). В плите установлен хвостовик (16), при помощи которого штамп прикрепляется к ползуну пресса, от которого и получает движение. Хвостовик зафиксирован от проворачивания штифтом (23). На верхней плите находится пуансонодержатель (8), в котором установлен гибочный пуансон (10), служащий для гибки детали.
Пуансонодержатель и пуансон ориентируются относительно верхней плиты при помощи штифтов (27) и прикрепляются к ней при помощи винтов (26). Между пуансонами и верхней плитой находится каленая прокладка , воспринимающая при вырубке давление пуансонов и предотвращающая тем самым разбивание пуансонами сырой (незакаленной) верхней плиты. К матрице при помощи болтов прикреплены съемники. Между матрицей и нижней плитой находится пластина , служащая для обеспечения перемещения упора и толкателей .
Верхняя и нижняя части штампа ориентируются и направляются друг относительно друга при помощи втулок и колонок.
Заготовка вручную помещается в штамп и устанавливается в необходимом положении при помощи планок (12). При движении подвижной части вниз пуансон подходит к заготовке. При дальнейшем движении подвижной части упор опускается, сдавливая, через толкатели буфер . В крайнем нижнем положении пуансон на некоторой длине находятся в отверстии матрицы, а деталь – согнута по линиям сгиба и надета на пуансон. При подъеме верхней части буфер разжимается, толкая через толкатели упор, который выталкивает деталь. Деталь снимается с пуансона при помощи съемника .
Затем рабочий вынимает деталь и помещает в штамп следующую заготовку
3.2.2 Расчет деталей штампа на прочность
Конструктивные размеры для деталей пакетно-плитовых штампов можно ориентировочно принимать из следующих зависимостей:
Толщина нижней плиты:
 .
(26)
.
(26)
Примем толщину нижней плиты равной толщине матрицы,

Толщина пуансонодержателя:
 ;
(27)
;
(27)
 ;
;

Примем
 .
.
Толщина верхней плиты:
 ;
(28)
;
(28)
 ;
;
 .
.
Примем
 мм.
мм.
Таким образом, закрытая высота штампа определяется по сумме всех составляющих деталей в нижнем положении, Н = 163 мм.
3.3 Выбор оборудования
При выполнения технологического процесса производства пластинчатой пружины нам понадобится оборудование:
- для отрезки полосы от листа;
- для вырубки и пробивки отверстий ;
- для гибки.
Резка листа на полосы выполняется на гильотинных ножницах.
Для выполнения данной технологической операции выбираем кривошипные листовые ножницы модели Н3218. Технические характеристики ножниц Н3218 приведены в таблице 3.3.
Таблица 3.3 – технические характеристики ножниц Н3218.[21]
Номинальное усилие, кН |
200 |
Наибольшая толщина разрезаемого металла, мм |
6,3 |
Наибольшая ширина разрезаемого металла, мм |
3250 |
Расстояние от кромки неподвижного ножа до станины, мм |
500 |
Число ходов ножа в минуту |
60 |
Угол наклона ножа, град |
3 |
Мощность привода, кВт |
13 |
Габариты, мм |
1900х3800х2450 |
Масса ножниц, т |
7,2 |
Вырубка
Все операции холодной штамповки производятся на прессах. Различают прессы с ручным и ножным приводом и прессы приводные. Последние могут быть механическими (кривошипные, фрикционные) или гидравлическими.
Наибольшее применение имеют механические кривошипные прессы и их разновидности: кривошипно-коленные, кривошипно-кулачковые, кривошипные рычажно-кулачковые. В последнее время применяются быстроходные гидравлические листоштамповочные прессы.
Большое развитие получили многопозиционные (ступенчатые) прессы-автоматы для многооперационной штамповки. Передача заготовок с позиции на позицию производится специальными автоматическими подачами. Пресс снабжён разматывающим устройством с правильными роликами, устройством для наматывания отходов, нижним пневматическим выталкивателем, ножницами для резки отходов.
Принимаем Гидравлический пресс одностоечный универсальный модели П6324 усилием 250кН
Назначение:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка - при оснащении правильным инструментом и правильным столом;
- точная правка - при оснащении устройством для точной правки и, при необходимости, правильным столом.

Рисунок 3.1 – Гидравлический пресс одностоечный универсальный модели П6324
Таблица 3.4- Техническая характеристика пресса
Наименование параметров |
Величина |
Номинальное усилие пресса, кН: Наибольший ход ползуна, мм Расстояние от оси штока до станины (вылет), мм |
250 500 320 |
Наибольшее расстояние, мм - между ползуном и столом - между ползуном и правильным столом |
710 460 |
Размеры стола, мм: |
50 х 630 х 560 |
Размеры правильного стола, мм |
250 х 360 х 1600 |
Расстояние от уровня пола до плоскости стола, мм |
700 |
Скорость ползуна, мм/с: · при холостом ходе · при рабочем ходе, регулируемая вручную рукоякой управления · при возвратном ходе |
145 15...1,0 195 |
Мощность привода, кВт |
7,5 |
Габариты пресса (без правильного стола), мм: · слева-направо · спереди-назад · высота |
980 1650 2450 |
Масса пресса, кг |
2150 |
Гибка
Пресс механический КД2126 предназначен для выполнения операций холодной штамповки листового металла. Может работать как на одиночных, так и на непрерывных ходах (при оснащении автоматическими подачами – шиберными, валковыми). Пресс оснащен автоматической передачей, может использоваться в автоматических и поточных линиях.
Общий вид пресса КД 2126 представлен на рисунке 3.2

Рисунок 3.2 – Общий вид пресса КД 2126
Таблица 3.5 – Основные характеристики пресса КД2126
Усилие, кН |
400 |
Номинальная закрытая высота, мм |
280 |
Ход ползуна, мм наименьший наибольший |
10 80 |
Диапазон регулировки закрытой высоты, мм |
65 |
Толщина подштамповой плиты, мм |
65 |
Чистота движения ползуна, 1/мин |
100 |
Продолжение таблицы 3.5
Технологическая работа, кДж |
0,90 |
Размеры стола, мм слева направо спереди назад |
600 400 |
Размеры отверстия в подштамповой плите, мм в нижней части в верхней части |
100 130 |
Размеры ползуна, мм слева направо спереди назад |
350 285 |
Размеры центрального отверстия в ползуне для крепления верхней части штампа, мм |
50 |
Расстояние между стойками в свету, мм |
290 |
Габаритные размеры, мм |
1305х1130х2600 |
Масса, кг |
3170 |
4. НИРС