

2.2 Вырубка
Вырубкой получается наружный контур детали, поэтому при расчёте раскроя материала необходимо учесть зазоры на вырубку деталей из полосы.
Норма расхода материала.
Исходным материалом при холодной штамповке в данной работе являются листы, разрезаемые на полосы нужной ширины, из которых производится вырубка деталей. При определении ширины полосы нужно исходить из того, что для получения качественной детали между деталями в полосе между деталью и краем полосы должны быть достаточной величины перемычки.
Размеры
вырубаемой детали
 (см. рис.2.3), с учетом перемычек шаг вырубки
(см. рис.2.3), с учетом перемычек шаг вырубки
 должен быть:
должен быть:
 .
.
А
ширина полосы
 :
:
 .
(5)
.
(5)
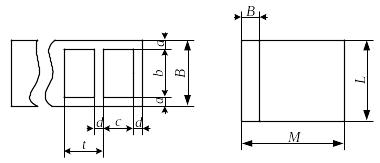
Рисунок 2.3- Раскрой листа.
![]()
Исходные данные:
Размеры вырубаемой детали:
L=33 длинна заготовки
ширина заготовки 12 мм
S=1 мм толщина заготовки
Размеры листа (длина, ширина, толщина):
L=2000 мм
М=1000 мм
S=1
мм ![]()
Тогда получаем:
t=12+1.4 =13.4 мм
В=![]() 33+2х1.4=36
мм
33+2х1.4=36
мм
Учитывая возможное уменьшение величины полосы за счет допуска на ее изготовление, а также, учитывая возможное смещение полосы относительно матрицы и пуансона за счет зазоров между полосой и ее направляющими, номинальную ширину полосы увеличим по сравнению с минимальной.
Примем зазор между направляющими и полосой z=1.25 мм, допуск на ширину полосы по 14 квалитету∆=1.15 мм
Тогда номинальная ширина полосы:
В ном=35.8+2х1.15+2х1.25=40.6 мм
По
найденному шагу вырубки
и по длине листа
 определим
определим
 – количество деталей, получающиеся из
полосы:
– количество деталей, получающиеся из
полосы:
n1=2000/13.4=149 шт
По
найденной ширине полосы найдем число
полос
 ,
получающихся из листа:
,
получающихся из листа:
n2=1000/40.6=24.6=24 шт
После чего определим число деталей из листа:
n=149x24=3576 шт
Определим
вес листа
 по его объему и удельному весу:
по его объему и удельному весу:
G=S x M x L x p=0.1x100x200x7.9=15.8 кг (6)
Окончательно найдем норму расхода материала:
N=15.8/3576=0.004 кг
2.3 Определение технологической силы
Расчёт усилия вырубки
В процессе вырубки листового материала возникает сложное неоднородное силовое поле, сконцентрированное вблизи режущих кромок пуансона и матрицы. Но, ввиду сложности и неоднородности силового поля при вырубке/пробивке в технологических расчётах применяется условная технологическая величина – сопротивление срезу (гкс/мм2)
σср=Рmax/L x S, (7)
σэк=σср/(S-hп), (8)
![]() где:
где: ![]() глубина вдавливания.
глубина вдавливания.
Существует также более простой способ вычисления, так как нет необходимости прибегать кσэк:
σср=(m x S/d +0.6) x σв, (9)
где: m – коэффициент, зависящий от относительного зазораZ/S. При оптимальной величине зазора Z=0.15 xS=0.15 коэффициентm=1.2.
Для
упрощения расчёта усилий можно
использовать усреднённые значения
σcр![]() .
.
Вычисляя
коэффициентd/S
получаем: d/S=(13.4+36)х2/1=99![]()
Что означает – средняя деталь.
Расчётное усилие среза вычисляется по следующей формуле:
![]() (10)
(10)
Полное усилие вырубки/пробивки обычно учитывает поправку на неоднородность материала и затупление режущих кромок введением поправочного коэффициента к=1.2
Усилие пресса берется больше расчетного усилия вырубки, учитывая дополнительное усилие Рсн, затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
 ,
(11)
,
(11)
Где
 – усилие вырубки,
– усилие вырубки,
 – коэффициент,
определяемый в зависимости от типа
штампа и толщины материала
– коэффициент,
определяемый в зависимости от типа
штампа и толщины материала
коэффициент ксн выбираем ксн=0.06.
Окончательно получаем формулу для расчёта усилия однопуансонной вырубки:
Р=2(13.4+36) х1х0.7х400х(1.2+0.06)=212.8 кН
Гибка
Технологические требования предъявляемые к изгибающим деталям является минимальный радиус гибки. Находим по формуле[8]:
 ,
(12)
,
(12)
где K- коэффициент, зависящий от свойств материала;
S – толщина материала, мм.
 .
.
Рассчитаем усилии гибкиP по формуле[8]:
 ,
(13)
,
(13)
где Кг – коэффициент, зависящий от схемы гибки(в нашем случае принимается за 0,2);
B – ширина детали, мм;
σв предел
прочности штампуемого материала, МПа.
предел
прочности штампуемого материала, МПа.
 =198.7кН
=198.7кН
В случае гибки с прижимом прибавим усилие прижима по формуле:
 ;
(14)
;
(14)
 ;
;
 .
.
Длину заготовки определяют, пологая, что длины прямоугольных участков детали при гибке останутся неизменными, а у изогнутых участков находят длину нейтрального слоя. Радиус нейтрального слоя вычисляют по формуле[22]:
 ,
(15)
,
(15)
где r – внутренний радиус гибки, мм;
S – толщина материала, мм;
X – величина зависящая от отношения r/S (в нашем случае 0,421).
 =1.42
=1.42
Угол
пружинения принимаем 1 30
30 согласно источнику[8].
согласно источнику[8].
При гибке односторонний зазор рассчитан по формуле :
|
(16) |
 ,
,где 𝑆𝑚𝑎𝑥– наибольшая возможная (допускаемая соответствующим стандартом) толщина листа, из которой штампуется деталь;
𝐾𝑧– коэффициент (табл. 9[5] ).
