

3 Разработка конструкции штампов
3.1 Разработка конструкции штампа простого действия для вырубки
3.1.1Разработка принципиальной конструктивной схемы
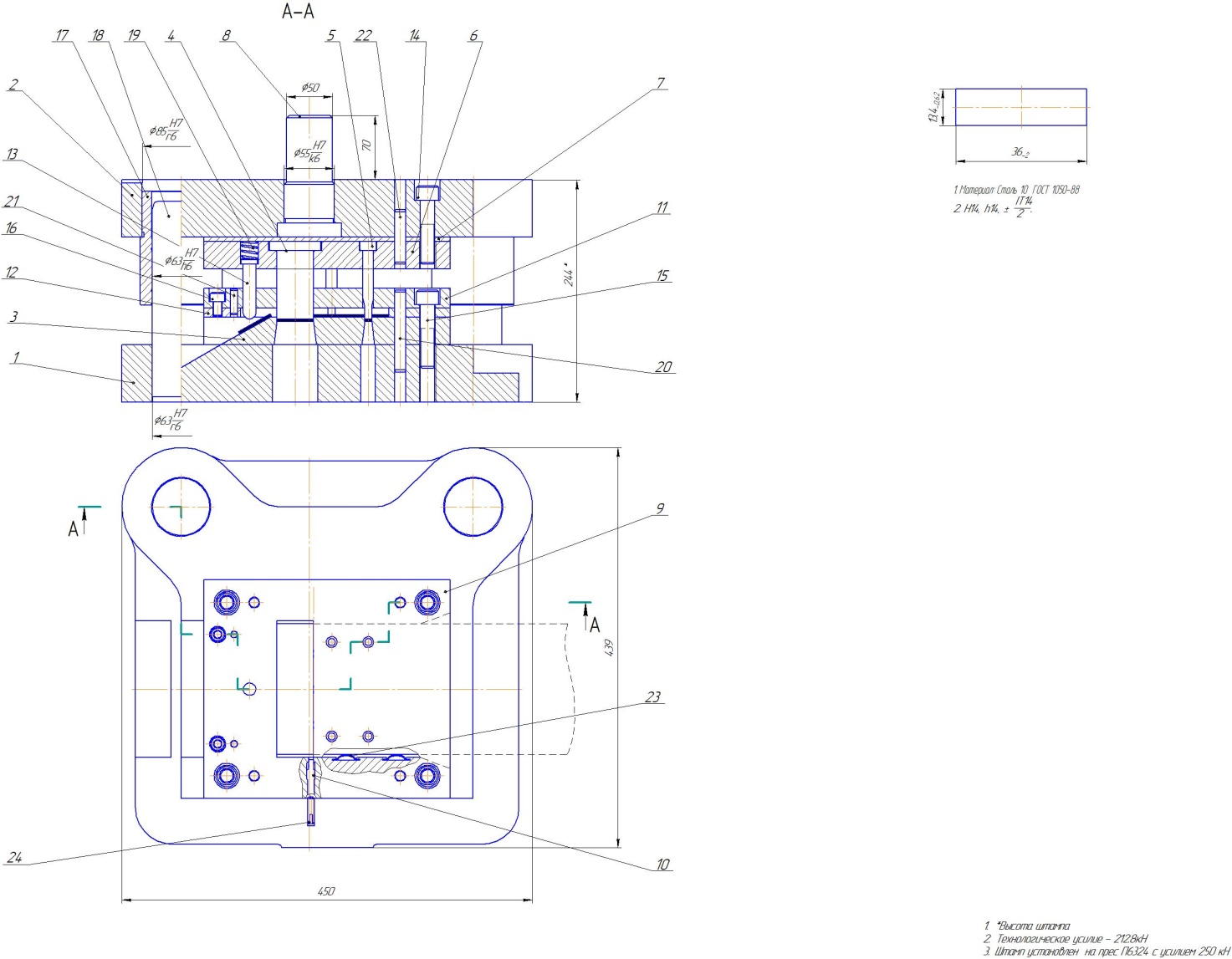
Рисунок 3.1-Эскиз штампа простого действия для вырубки
В задании на проектирование штампов необходимо иметь следующие основные исходные данные: назначение штампа; операционный чертеж детали; чертеж исходной заготовки; карты технологического процесса штамповки детали; операционные эскизы полуфабрикатов при многооперационной штамповке; карту раскроя материала; годовую программу выпуска детали; тип производства; технические условия приемки; паспортные данные наличного оборудования; стадии проектирования штампа; возможность автоматизации и механизации выполняемой операции ; сроки разработки стадий проекта; стандарты, машиностроительные нормали на детали и сборочные единицы штампов; сведения об оснащенности инструментальной базы-изготовителя штампов (наличие специального оборудования); особые условия проектирования.
Методика проектирования штампов учитывает тщательное изучение технологического задания и чертежа детали; выбор и обоснование конструктивной схемы штампа в зависимости от программы выпуска продукции, точности размеров детали и характеристик имеющегося прессового оборудования; сортамент и раскрой материала; способы подачи и фиксацию заготовок; возможность соблюдения технологического потока; способы удаления штампуемых деталей и отходов; выбор фронта работы; средства безопасности; заданную производительность; подбор деталей и сборочных единиц штампов, форма и размеры которых регламентированы стандартом; расчет на прочность, устойчивость и жесткость наиболее нагруженных деталей штампа; определение координат центра давления штампа; выбор способа закрепления деталей штампа в плитах; выбор ограждения опасной зоны штампа; применение оборудования с двуручным включением и другое в соответствии с требованиями ГОСТ 12.2.109-89 «Штампы для листовой штамповки. Общие требования безопасности»; согласование размеров отверстия под хвостовик, размеров провального отверстия в подштамповой плите и др.; окончательное оформление и согласование сборочного чертежа и рабочих чертежей деталей штампа.
При проектировании штампов используют стандарты ЕСКД, ГОСТ 2.424-80 «Правила выполнения чертежей штампов».
Для операции вырубки и пробивки используем однооперационный штамп, представленный на рисунке 3.1( стр. 321[Зубцов].
Штамп состоит из нижней неподвижной части, прикрепляемой к столу пресса и верхней подвижной части, прикрепляемой к ползуну пресса.
Конструктивной основой нижней неподвижной части штампа является плита нижняя (1), прикрепляемая болтами к неподвижному столу пресса. На нижнюю плиту установлена матрица (2), имеющая отверстие служащее для вырубки наружного контура детали, и отверстия служащие для пробивки в детали отверстий. Матрица ориентируется относительно нижней плиты при помощи штифтов (20) и прикрепляется к ней при помощи винтогв (14).
Конструктивной основой верхней подвижной части штампа является плита верхняя (2). В плите установлен хвостовик (8), при помощи которого он прикрепляется к ползуну пресса, от которого и получает движение. Хвостовик зафиксирован штифтом (22). На верхней плите находится пуансонодержатель (5), в котором установлены пуансон (3), служащий для вырубки детали по наружному контуру.
Пуансонодержатель и пуансоны ориентируются относительно верхней плиты при помощи штифтов (21) и прикрепляются к ней при помощи винтов (15). Между пуансонами и верхней плитой находится каленая прокладка (10), воспринимающая при вырубке давление пуансонов и предотвращающая тем самым разбивание пуансонами сырой (незакаленной) верхней плиты. К верхней плите при помощи винтов прикреплен съемник (11). Между съемником и пуансонодержателем находится резиновая прокладка .
Верхняя и нижняя части штампа ориентируются и направляются друг относительно друга при помощи втулок (17) и колонок (18).
Полоса, из которой вырубаются детали, вручную подается в штамп и направляется при помощи планки направляющей (9), закреплённой на матрице при помощи винтов (18). При движении подвижной части вниз съемник подходит к полосе и останавливается.
Затем рабочий приподнимает полосу и перемещает ее влево до упора (6).В результате под пуансоном, производящим вырубку наружного контура,