

4.4 Определение уровня и степени механизации по заданному технологическому процессу
Оценка механизации производственных процессов ТО и ТР проводится по двум показателям: уровню механизации и степени механизации. Количественные значения этих показателей определяются на основе анализа операций технологических процессов и применяемого при выполнении анализируемых операций технологического оборудования.
Уровень механизации определяется долей (в процентах) механизированного труда в общих трудозатратах, то есть имеет место формула:
|
(4.2) |

где Тм – трудоемкость механизированных операций технологического процесса (по применяемой технологической документации), чел.-мин.;
То – общая трудоемкость всех операций, чел.-мин.
Степень механизации определяется долей (в процентах) замещения рабочих функций человека применяемым технологическим оборудованием в сравнении с полностью автоматизированным технологическим процессом.
Замещение рабочих функций человека оценивается с помощью, так называемой, звенности оборудования Z. Звенность оборудования для предприятий автосервиса изменяется в пределах от 0 до 4 (4 – максимальная звенность оборудования). Тогда имеет место формула:
|
(4.3) |

где Z1, Z2, Z3, Z3,5, Z4 – звенность применяемого оборудования;
M1, M2, M3, M3,5, M4 – число механизированных операций с применением оборудования соответствующей звенности;
4 – максимальная звенность оборудования для предприятия автосервиса;
H – общее число операций.
Результат вычислений уровня и степени механизации технологического процесса на ТР коробки передач (замена первичного вала) автомобиля Lada Vesta представлена в таблице 4.5.
Таблица 4.5 - Результат вычислений уровня и степени механизации технологического процесса на на ТР коробки передач (замена первичного вала) автомобиля Lada Vesta
Наименование операции |
Наименование оборудования, тип, модель |
Произведение ZM при звенности оборудования |
Сумма ZM |
Общее число операций Н |
Трудоёмкость, чел.-мин |
Показатели механизации, % |
|||||||
0 |
1 |
2 |
3 |
3,5 |
4 |
Тм |
То |
У |
С |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
1 Очистить коробку переключения передач |
Автоматическая промывочная установка АМ500AV |
|
|
|
|
+ |
|
3,5 |
1 |
4,0 |
4,2 |
|
|
2 Установить коробку переключения передач на стенд для сборки и разборки двигателей, коробок
|
Ключ динамометрический ГОСТ 25603-83; Головка 7812-2557 1х9 (19) ГОСТ 25604-83 |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
1,9 |
|
|
3 Снять заднюю крышку
|
Ключ гаечный 7811-0023 (13х15) ГОСТ 2839-80. |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
1,1 |
|
|
4 Снять синхронизатор 5-ой передачи
|
Ключ гаечный 7811-0023 (17х19) ГОСТ 2839-80. |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
2,1 |
|
|
5 Снять ведомую шестерню 5-ой передачи
|
Набор инструмента Horex HZ 24.1.111 |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
1,1 |
|
|
6 Снять подшипник |
То же |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
1,1 |
|
|
7 Снять ведущую шестерню первичного вала |
<< |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
1,1 |
|
|
Окончание таблицы 4.5
8 Снять прижимную пластину подшипников
|
Ключ гаечный 7811-0023 (13х15) ГОСТ 2839-80. |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
3,2 |
|
|
9 Снять фиксатор
|
Ключ гаечный 7811-0023 (15х17) ГОСТ 2839-80. |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
3,2 |
|
|
10 Снять картер коробки
|
Ключ гаечный 7811-0023 (13х15) ГОСТ 2839-80. |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
4,6 |
|
|
11 Снять вилки переключения передач
|
Набор инструмента Horex HZ 24.1.111 |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
12,3 |
|
|
12 Снять первичный и вторичный вал коробки |
То же
|
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
8,2 |
|
|
13 Сборку коробки переключения передач произвести в порядке, обратном разборке
|
Ключ динамометрический ГОСТ 25603-83; Головка 7812-2557 1х9 (15); Головка 7812-2557 1х9 (17); Головка 7812-2557 1х9 (19) ГОСТ 25604-83 |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
38,0 |
|
|
14 Удалить коробку переключения передач со стенда для сборки и разборки двигателей, коробок |
Ключ гаечный 7811-0023 (17х19) ГОСТ 2839-80. |
+ |
|
|
|
|
|
0,0 |
1 |
0,0 |
1,9 |
|
|
Итого |
- |
- |
- |
- |
- |
- |
- |
- |
14 |
4,0 |
84,0 |
5 |
0,06 |
4.5 Разработка схем технологического процесса для производственных подразделений
Схема технологического процесса участка агрегатного на рисунке 4.4.
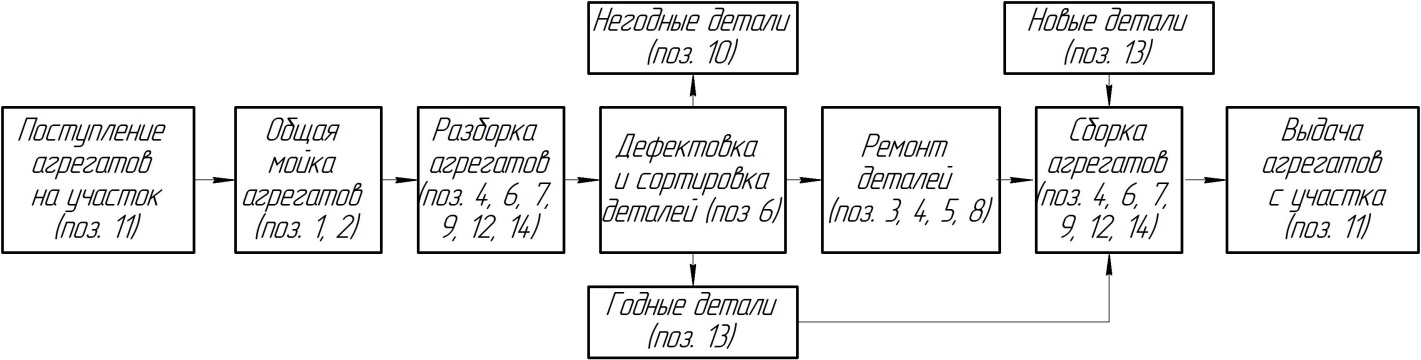
Рисунок 4.4 – Схема технологического процесса участка агрегатного
Схема технологического процесса участка слесарно-механического представлена на рисунке 4.5.

Рисунок 4.5 – Схема технологического участка слесарно-механического
5 Разработка объёмно-планировочных решений подразделений
5.1 Назначение и исходные данные для проектирования подразделений.
Назначение участка агрегатного – предназначен для проведения ремонта, разборки и сборки узлов и агрегатов автомобиля.
Режим работы: такой же, как и режим работы ОАС – пятидневная рабочая неделя в полторы смены в сутки каждая продолжительностью 8 часов.
Месторасположение в производственном корпусе : рядом участком слесарно-механическим и отделом главного механика.
Результат компоновочного решения представлен в графической части.
Годовой объем работ участка агрегатного работ равен:
ТД = 4051,56 чел.-ч.
По формуле (1.28) вычисляем технологически необходимое число рабочих участка шинных работ:

Принимаем технологически необходимое число рабочих равно 2 человека.
По формуле (1.29) вычисляем штатное число рабочих:

Принимаем, что штатное число рабочих равно 2 человека.
Назначение участка слесарно-механического – предназначена для восстановления инструмента.
Режим работы: такой же, как и режим работы ОАС – пятидневная рабочая неделя в полторы смены в сутки каждая продолжительностью 8 часов.
Месторасположение в производственном корпусе : рядом участком агрегатный и склад запасных частей и деталей.
Результат компоновочного решения представлен в графической части.
Годовой объем работ участка слесарно-механического:
ТД = 6482,49 чел.-ч.
По формуле (1.28) вычисляем технологически необходимое число рабочих участка слесарно-механического:

Принимаем, технологически необходимое число рабочих равно 3 человека.
По формуле (1.29) вычисляем штатное число рабочих:

Принимаем, что штатное число рабочих равно 3 человека.