


Направление 2. Проблемы и перспективы развития транспортного комплекса
УДК 004.9;621
АВТОМАТИЗИРОВАННАЯ ОТДЕЛОЧНАЯ ОБРАБОТКА ДЕТАЛЕЙ ГАЗООБМЕНА ДВИГАТЕЛЕЙ
К.А. Тараданов, студент гр. НТС-15А1; А.А. Трифонов, студент гр. НТС-15А1;
А.А.Терехов, студент гр. НТС-15А1
Федеральное государственное бюджетное образовательное учреждение высшего
СибАДИобразования «Сибирский государственный автомобильно-дорожный университет (СибАДИ)», Омск, Россия
Аннотац я. В статье пр ведены результаты обобщений и исследований снижения трудоемкости ф н шной обработки при условии обеспечения требований качества деталей ДВС. Решение задач рассмотрено за счет назначения условий автоматизированной струйноабразивной обработки проточной части деталей с соблюдением требований предшествующей обработки концевыми фрезами с со людением режима встречного и попутного фрезерования в автоматиз рованном ц кле. Результаты разработок предложено рекомендовать для условий производства деталей, о служ вания ДВС и в ремонтно-восстановительном производстве.
Ключевые слова: с стема газоо мена, производительность, качество, струйно-абразивная, обработка, фрезерован е.
AUTOMATED POST PROCESSING OF PARTS OF GAS EXCHANGE OF THE ENGINE
K.A. Taradanov, student; A.A. Trifonov, student; A.A. Terehov, student
Federal State Budget Educational Institution of Higher Education «The Siberian State Automobile and Highway University», Omsk, Russia
Abstract. The article presents the results of generalizations and studies to reduce the complexity of finishing provided the quality requirements of the engine parts. The decision tasks considered by setting conditions of the automated blasting and processing flow part details in compliance with the requirements of the preceding machining end mills with the observance of the regime of counter and down milling in an automated cycle. The results of the development are proposed to recommend for the conditions of production of parts, maintenance of internal combustion engines and in the repair production.
Keywords: gas exchange, performance, quality, blasting, machining, milling.
Введение
Система газообмена, обеспечивающая заданное перемещение воздуха и отработанных газов в двигателе имеет множество вариантов конструкторско-технологичных решений [1].
Большинство этих современных вариантов предусматривают включение в общую компоновку систем узлов турбин компрессоров, входящих в блок турбонаддува. За пределами камеры сгорания двигателя детали узлы этих конструкторских единиц во многом определяют эффективность работы двигателя [2].
Основная часть
В конструкциях двигателей наземных транспортных машин основными деталями турбин и компрессоров являются крыльчатки (колёс) с проточной частью, образованной лопатками.
При производстве, обслуживании и ремонте крыльчаток наибольшую трудоемкость занимают технологические операции обработки проточной части [3].
Одна из типовых схем обработки детали приведена на рис.1. К особенностям размерной обработки детали следует отнести:
̶конструкционнымматериалом являются высокопрочные, жаропрочные и коррозионностойкие стали и сплавы имеющие низкую обрабатываемость резанием;
̶ребованияточности проточной части соответствуют ІТ 5-7 и шероховатости Ra 0,5-1,25;
̶элементыпроточной части имеют пониженную жесткость;
90
ФУНДАМЕНТАЛЬНЫЕ И ПРИКЛАДНЫЕ ИССЛЕДОВАНИЯ МОЛОДЫХ УЧЕНЫХ
Сборник материалов III Международнойнаучно практической конференции
̶во многих подобных конструкциях профиль сечений лопаток, как показано на рис.1в, в процессе обработки поверхностей позволяет применять осевые инструменты с линейным контактом с поверхностью детали – концевые фрезы, доводочные шарошки, алмазные стержни [6].
Схема обработки, приведенная на рис.1, характерна для условий изготовления детали, её очистки от наслоении в эксплуатации и при восстановлении, связанном с газотермическим напылением и его размерной обработки.
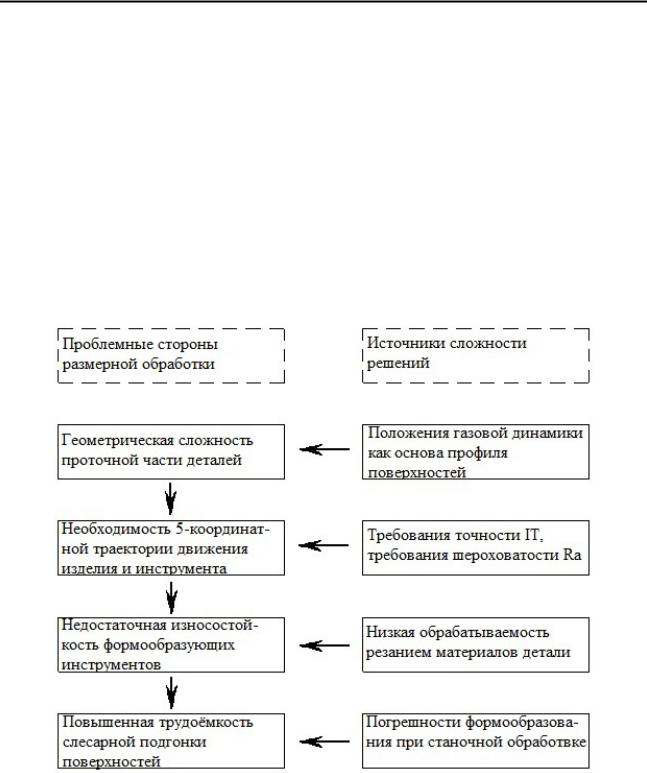
Основные проблемные стороны обработки детали приведены на рис.2.
Определяющей сложностью изготовления, обслуживания и восстановления детали является сочетание низкой обрабатываемости материала детали, низкой жесткости обрабатываемых
элементов, повышенные требований точности и шероховатости поверхностей и их геометрическая сложность [4].
СибАДИприменительно к услов ям фрезерования концевыми фрезами на 5-ти координатном вертикальнофрезерном станке с ЧПУ.
овременные машиностроительные технологии содержат варианты технологических систем отделочно-зач стной обработки, соответствующих решаемым задачам [5]. Однако эти процессы
эффективны |
при |
услов |
обеспечения |
заданных требований точности и |
шероховатости на |
предшествующ х операц ях. |
|
|
|
||
Принимая |
во |
вн ман е указанные |
особенности формообразования |
обрабатываемых |
|
поверхностей, решен е проблемных сторон проведено по двум направлениям:
̶ обосноватьуслов я пр менен я эффективного метода финишной абразивной обработки;
̶ обеспеч ть услов я предшествующей о работки |
концевыми инструментами с |
выходными |
||
характерист ками |
точности |
шероховатости, соответствующими последующей |
абразивной |
|
обработки. |
|
|
|
|
При определен |
услов й формирования параметров шероховатости поверхностей проточной |
|||
части по требован ям последующей а разивной обработки рассмотрены возможности управления |
||||
этими параметрами пр менен ем схем встречного |
попутного фрезерования. Задачи решены |
|||
Рисунок 1 – Крыльчатка компрессора: а)-общая схема; б)-проточная часть; в)-схема размерной обработки концевым инструментом.
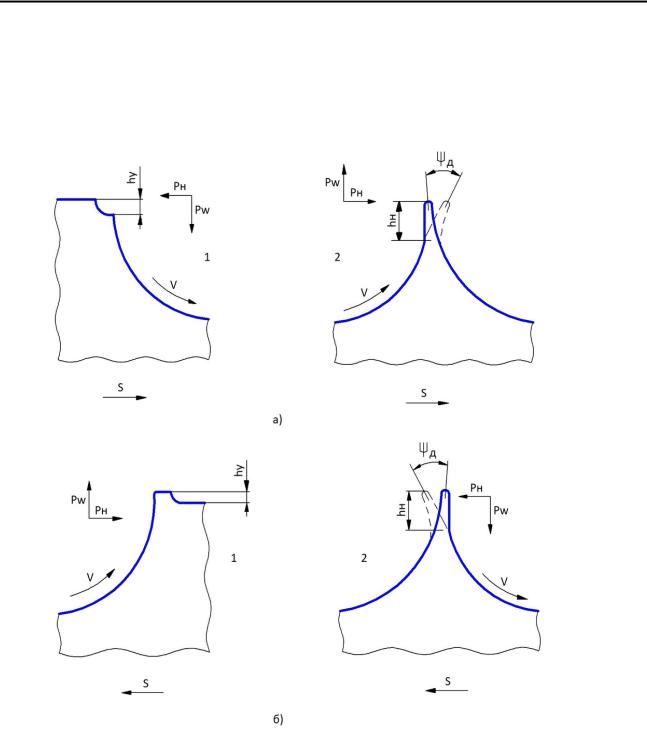
Влияние на высоту неровностей схем попутного и встречного фрезерования иллюстрирует рис.1. В соответствии с приведенной схемой, при формировании высоты неровности имеет значение направления скорости резания на 1-м этапе формирования гребня неровности: от вершины или к вершине (рис.3(а)-1 и 3(б)-1).
91
Направление 2. Проблемы и перспективы развития транспортного комплекса
Действие составляющих силы PH и PW при попутном фрезеровании на этапе формирования первой половины гребня неровности (рис.3(а)-1) вследствие пластической деформации поверхностного слоя этого гребня вызывает образование утяжки материала hy в сторону уменьшения высоты неровности.
Для аналогичной схемы встречного фрезерования (рис.3(б)-1) вследствие изменения
составляющей PW пластическая деформация материала поверхностного слоя вызывает формирование утяжки hy в сторону увеличения высоты неровности. В условиях прерывистого резания, характерного для фрезерования, дополнительным приращением высоты hy является сохранение на этом выступе нароста в случае его образования в рассматриваемых условиях.
На 2-м этапе формирования гребня неровности (рис.3(а)-2 и 3(б)-2) процесс формирования второй половины гребня неровности при соответствующем действии составляющих силы PH и PW СибАДИсопровождается сохранением высоты гребешка неровностей, которая была сформирована на 1-м этапе. Причиной этого является упругая пластическая деформация вершины гребня высотой hH на
угол ᴪд.
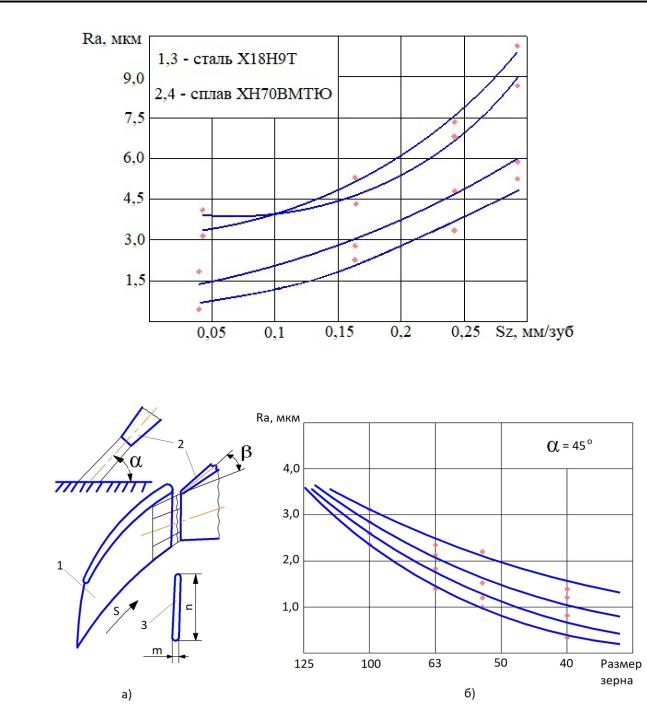
Из рис.3 следует, что меньш е значения высоты неровностей соответствует схеме попутного фрезерован я. Это подтверд ли результаты проведенных исследований при фрезеровании образцов из стали Х18Н9Т сплава ХН7013МТЮ, приведенные на рис.4.
Ранее проведенными сследованиями установлено, что в условиях пониженной жесткости системы « нструментздел е» требованиям повышения производительности в большей мере отвечает схема встречного фрезерования. Этому способствует повышающее жесткость указанной системы действ е результ рующей силы PW (рис.3).
Рисунок 2 – Схема связи проблемных аспектов размерной обработки деталей и их источников.
Сучетом изложенного для рассматриваемых условий рациональными являются: встречное фрезерование для предварительной обработки с удалением максимального припуска, дл чистового перехода – фрезерование попутное.
Для финишной обработки деталей использован метод струйно-абразивной обработки, фрагменты которого приведены на рис.5а.
Сучётом геометрической сложности обрабатываемых поверхностей для проведения опытных работ использован модернизированный вариант струйно-абразивной установки.
Условия опытной обработки включали:
̶заданнуютраекторию перемещения обрабатываемых поверхностей детали;
̶регулируемыйугол атаки X за счёт управляемого угла поворота сопла ᵝ;
92
ФУНДАМЕНТАЛЬНЫЕ И ПРИКЛАДНЫЕ ИССЛЕДОВАНИЯ МОЛОДЫХ УЧЕНЫХ
Сборник материалов III Международнойнаучно практической конференции
̶изменяемую форму сечения сопла для создания заданной формы площади контакта абразива с обрабатываемой поверхностью;
̶регулируемыйрежим обработки;
̶автоматизированный режим обеспечения движений рабочего цикла струйно-абразивной установки средствами системы ЧПУ.
Одним из эффективных условий обеспечения выходных условий процесса обработки является размер применяемого в составе рабочей среды абразивного зерна [7]. Влияние этой характеристики на параметр шероховатости Ra обрабатываемых поверхностей приведён на рис.5б.
СибАДИРисунок 3 – Схема образования микропрофиля при попутном (а) и при встречном (б) фрезеровании.
93
Направление 2. Проблемы и перспективы развития транспортного комплекса
СибАДИРисунок 4 –Зав симость параметра шероховатости от подачи на зуб при фрезеровании концевыми фрезами: 1,2-попутное фрезерование; 3,4-встречное фрезерование
Рисунок 5 – Закономерности формирования шероховатости поверхностей детали при струйно-абразивной обработке:
а)-схема зоны обработки; )-зависимость параметра шероховатости от размера абразивного зерна; 1)- обрабатываемая поверхность; 2)-сопла подачи рабочей среды; 3)-площадь
контакта абразива с поверхностью детали.
Заключение
Результаты обобщения известного опыта и проведенных исследований позволяют сделать выводы:
̶сочетание процесса фрезерования изделий с их последующей струйно-абразивной обработкой наиболее эффективно в условиях автоматизированного управления этими процессами системами ЧПУ;
̶ сочетаниерассматриваемых процессов лезвийной и абразивной обработки имеет широкие возможности в условиях производства деталей и узлов газообмена деталей двигателей, при их техническом обслуживании и восстановлении в ремонтных технологиях.
94

ФУНДАМЕНТАЛЬНЫЕ И ПРИКЛАДНЫЕ ИССЛЕДОВАНИЯ МОЛОДЫХ УЧЕНЫХ
Сборник материалов III Международнойнаучно практической конференции
Библиографический список
1. Машиностроение: Энциклопедия. В 40т. т-з / А.М. Дальский, А.Г. Суслов, Ю.Ф. Назаров и др.; под общ. ред.
А.Г. Суслова – М: Машиностроение, 2002. – 840с. |
|
|
|
|
|
|
|||
2. |
Холщевников, К.А. Теория и расчет лопаточных машин./ К.А. Холщевников, О.Н. Ергин, В.Т. Митрохин – М.: |
||||||||
Машиностроение, 1996. – 432с. |
|
|
|
|
|
|
|
||
3. |
Полетаев, |
В.А. Технология автоматизированного производства лопаток |
газотурбинных двигателей |
/ |
|||||
В.А.Полетаев. – М.: Машиностроение, 2002. – 432с. |
|
|
|
|
|
|
|||
4. |
Панчук, К.Л. Профилирование |
дискового инструмента для |
обработки |
винтовых |
канавок детали |
/ |
|||
К.Л. Панчук, Ю.Н. Вивденко, А.В. Кломов. // Омский научный вестник. – Омск: ОмГТУ, 2008. – №1(64). – С. 35-40. |
|
||||||||
5. |
Вивденко, Ю.Н. Управление ресурсом трибосистем / Ю.Н. Вивденко, Н.Г. Макаренко, С.А. Резин // Военная |
||||||||
СибАДИ |
|||||||||
техника, вооружение и технологии двойного применения в XXI веке. Матер. ІІ Междунар. техн. контр. – Омск, |
|||||||||
2003. – . 106-108. |
|
|
|
|
|
|
|
||
6. |
Вивденко, |
Ю.Н. Механ ческая |
обработка |
крыльчаток |
из |
титановых |
сплавов. |
РТМ-1.4.814-80 |
/ |
Ю.Н. Вивденко, Г. |
. Контарез, М.Я. Барац. – М.:НИАТ, 1982. – 35 с. |
|
|
|
|
|
|||
7. |
пособ бесцентровой абраз вной доводки |
и устройство |
для его осуществления |
/ Ю.Н. Вивденко, |
|||||
Н.Г. Макаренко, А.Н. Головаш. Патент на изобретение RUS 2344919 17.07.2006. |
|
|
|
||||||
Научный руковод тель – В вденко Ю.Н., профессор кафедры АКМТ, доктор технических наук
95