

Последовательный вид движения предметов труда в производственном процессе. Определение длительности, характерные особенности применения.
Временные связи в производственном процессе выступают прежде всего в виде календарного периода, в течение которого осуществляется преобразование ресурсов в продукцию (изготовление единицы продукции). Этот период называют временем производства (длительностью производственного цикла). Данное понятие относится как к готовому продукту, так и к отдельным его частям.
Время производства состоит из двух основных периодов — рабочего и естественного. Рабочий период — это время, в течение которого преобразование материальных ресурсов в готовый (конечный или частичный) продукт осуществляется в результате технических, энергетических и трудовых процессов. Во время естественных процессов преобразование материальных ресурсов происходит под воздействием сил природы (старение, сушка, остывание и др.).
Время производства оказывает большое влияние на эффективность производства, поскольку с его увеличением возрастает сумма средств, связанных в производственном процессе. Поэтому предприятие заинтересовано в сокращении времени производства.
Время, в течение которого над предметами труда непосредственно не совершается никаких действий, называется временем перерывов. Оно состоит из перерывов в течение рабочего (режимного) и нерабочего времени. Первые — это время между окончанием обработки детали на предыдущей операции и началом следующей (межоперационные перерывы); вторые связаны с режимом производственного подразделения (перерывы между сменами, выходные, праздничные дни и т.п.).
Межоперационные перерывы складываются из времени:
ожидания каждой деталью начала операции и после нее до тех пор, пока не будет обработана последняя деталь заданной партии (перерыв партионности);
ожидания на рабочем месте, занятом изготовлением других деталей; они возникают в том случае, если предыдущая операция заканчивается раньше, чем рабочее место освобождается для последующей операции;
пролеживания деталей перед сборкой или в ожидании комплектования в сборочную единицу, пока не будут закончены другие, более трудоемкие, детали, входящие в этот комплект (перерыв комплектации).
На длительность межоперационных перерывов, а следовательно, и производственного цикла, большое влияние оказывают способы передачи обрабатываемых деталей с предыдущей операции на последующую. Эти способы называют видами движения предметов труда в производственном процессе. В машиностроении применяют три основных вида движения предметов труда: последовательный, параллельный, параллельно-последовательный.
При последовательном движении партия обрабатываемых деталей передается с одного рабочего места на другое целиком, а последующая операция начинается после окончания обработки последней детали в партии на предыдущей операции (рис. 4.16). Для упрощения и наглядности на графике время на межоперационную транспортировку и пролеживание партии деталей перед рабочим местом не предусмотрено. Каждая деталь, за исключением первой и последней, пролеживает на каждом рабочем месте дважды: перед началом обработки и после нее до окончания обработки последней детали.
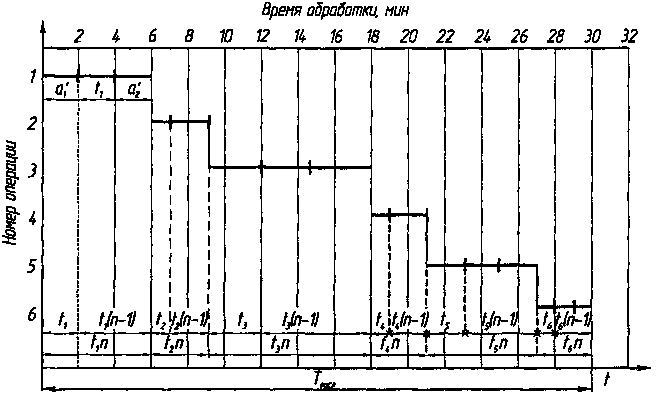
Рис. 4.16. График последовательной обработки партии деталей: а′1 — время ожидания деталью начала обработки на первой операции; а′2 — время ожидания после окончания операции
Общее
время пролеживания детали на данном
рабочем месте равно ti(n
- 1), где ti
— время обработки, n
- размер партии. Общее же время перерывов
в работе по всем операциям Тn
равно
![]() ,
где коп
— количество операций в данном
производственном процессе. Следовательно,
общая длительность цикла обработки
всей партии деталей (Тпосд)
будет равна
времени обработки одной детали по всем
операциям
,
где коп
— количество операций в данном
производственном процессе. Следовательно,
общая длительность цикла обработки
всей партии деталей (Тпосд)
будет равна
времени обработки одной детали по всем
операциям
 плюс суммарное время процеживания одной
детали по всем операциям:
плюс суммарное время процеживания одной
детали по всем операциям:
![]() . (4.5)
. (4.5)
Таким образом, общая длительность цикла обработки партии деталей при последовательном их движении пропорциональна размеру партии и длительности обработки одной детали на всех операциях. Как видно из формулы (4.5), основную долю длительности цикла составляют перерывы (ожидания). В этом заключается главный недостаток последовательного движения предметов труда, хотя его организация характеризуется простотой и отсутствием простоев оборудования.
Расчет производственного цикла включает времена перемещений с операции на операцию, время естественных процессов и прочие времена, не перекрываемые технологическими операциями.
Для перевода длительности производственного цикла в календарные дни требуется учесть режим работы оборудования при выполнении работ, . Тогда выражение приобретает вид:
 ,
дни,
,
дни,
где S - число смен;
q - продолжительность смены, мин;
f - коэффициент для перевода рабочих дней в календарные ( равен отношению рабочих дней планового периода (года) к календарным дням этого же периода, при 260 раб. дн. в году/ = 0,71);
Те- время естественных процессов( если задается техпроцессом), ч.
Экономическое значение сокращения длительности производственного цикла состоит в уменьшении производственных площадей (для хранения и сборки деталей, сборочных единиц и машин), незавершенного производства и соответственно потребных оборотных средств, что способствует улучшению использования основных фондов и повышению рентабельности производства. Важным условием сокращения длительности производственного цикла является также более полная загрузка оборудования и производственных мощностей во времени.