

Вопросы к госэкзамену по курсу «Организация производства» (ст. преподаватель Е.Н. Костюкевич) 2014г.
Сущность и структура производственного процесса, классификация по основным признакам.
Сущность и структура производственного цикла. Основные направления и эффективность сокращения длительности производственного цикла.
Последовательный вид движения предметов труда в производственном процессе. Определение длительности, характерные особенности применения.
Параллельный вид движения предметов труда в производственном процессе. Определение длительности, характерные особенности применения.
Параллельно-последовательный вид движения предметов труда в производственном процессе. Определение длительности, характерные особенности применения.
Расчет и анализ производственного цикла сложного производственного процесса
Основные принципы организации производственного процесса и их сущность.
Определение типа производства и технико-экономическая характеристика типов производства.
Основные этапы жизненного цикла изделия и их сущность.
Сущность и структура технической подготовки производства.
Сущность, задачи и основные этапы конструкторской подготовки производства.
Основные требования, предъявляемы к конструкции новой машины.
Конструкторская унификация и стандартизация: показатели и эффективность.
Использование функционально-стоимостного анализа при создании новой техники.
Основные способы перехода на выпуск новой техники, их преимущества и недостатки.
Содержание и основные этапы технологической подготовки производства.
Сущность и основные требования, предъявляемые к разработке технологических процессов изготовления новой техники и основные показатели ее оценки
Экономическая оценка и выбор технологических вариантов
Сущность и основные признаки поточного производства, разновидности поточных линий и их классификация.
Особенности организации и методика определения основных параметров работы однопредметных поточных линий.
Особенности организации и методика определения основных параметров работы многопредметных поточных линий
Сущность, задачи и основные формы организации ремонтных работ на предприятиях машиностроения.
Сущность и основные нормативы системы планово-предупредительного ремонта и технического обслуживания оборудования (ППР).
Основные направления повышения эффективности работы ремонтного хозяйства.
Сущность и основные задачи инструментального хозяйства. Основные методы определения потребности в инструменте.
Организация эксплуатации инструмента. Понятие об оборотном фонде инструмента и методика его определения.
Организация транспортного хозяйства: основные формы организации перевозки грузов и расчет количества транспортных средств различного вида.
Организация работы энергетического хозяйства предприятия. Виды энергии, порядок расчета потребности и учета расхода, основные направления экономии.
Управление качеством продукции на предприятии: показатели качества, система качества и сертификация продукции.
Особенности прогнозирования и планирования качества продукции на предприятии.
Сущность и структура производственного процесса, классификация по основным признакам.
Производственный процесс — воздействие живого труда с помощью орудий труда на предметы труда с целью превращения их в готовый продукт. Производственный процесс представляет собой совокупность взаимосвязанных основных, вспомогательных и обслуживающих процессов труда и орудий труда в целях создания потребительских стоимостей –полезных предметов труда, необходимых для производственного или личного потребления.
Производственный процесс — это прежде всего трудовой процесс, поскольку ресурсы, используемые на его входе (информация и материальные средства производства), являются продуктом предшествующих процессов труда.
Процесс изготовления продукта состоит из двух частей: основной и вспомогательной (рис. 3.1).
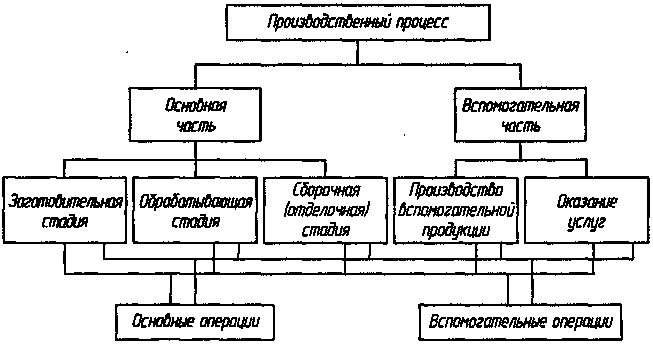
Рис. 3.1. Структура производственного процесса
В основной части происходит изменение форм, размеров, свойств, внутренней структуры предметов труда и превращение их в готовую продукцию путем сборки, отделки и других трудовых действий. В большинстве случаев основной процесс состоит из трех стадий (фаз), в которых осуществляется:
первичное формоизменение исходных материалов;
их дальнейшая обработка с целью получения необходимых форм, размеров, свойств;
отделка или сборка, в результате которой заготовки и детали превращаются в готовую продукцию.
Вспомогательная часть производственного процесса обеспечивает бесперебойное, эффективное протекание основной.
Различают, основные, вспомогательные и обслуживающие производственные процессы (рис. 3.2).
стадии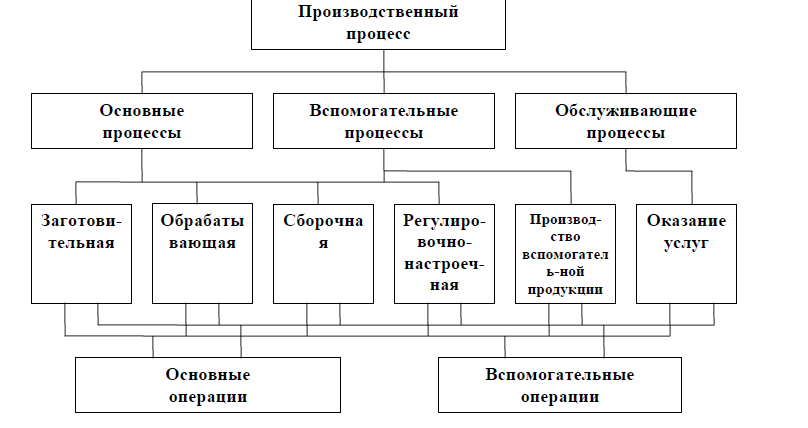
Рис. 3.2. Схема структуры производственного процесса
Основные производственные процессы – это та часть процессов, в ходе которой происходит непосредственное изменение форм, размеров, свойств, внутренней структуры предметов труда и превращения их в готовую продукцию. Например, на заводе это процессы изготовления деталей и сборки из них подузлов, узлов и изделия в целом.
К вспомогательным производственным процессам относятся такие процессы, результаты которых используются или непосредственно в основных процессах или для обеспечения их бесперебойного и эффективного осуществления. Примерами таких производственных процессов являются изготовление инструментов, приспособлений, запасных частей для ремонта оборудования, производство на предприятии всех видов энергии (электроэнергии, сжатого воздуха, и т.д.).
Обслуживающие производственные процессы – это процессы труда по оказанию услуг, необходимых для осуществления основных и вспомогательных производственных процессов. Например, транспортировка материальных ценностей, складские операции всех видов, технический контроль качества продукции и др.
Основные, а в некоторых случаях и вспомогательные производственные процессы протекают в разных стадиях. Стадия – это обособленная часть производственного процесса, когда предмет труда переходит в другое качественное состояние. Например, материал переходит в заготовку, заготовка – в деталь и т.д.
Основные производственные процессы протекают в следующих стадиях:
заготовительной, обрабатывающей, сборочной и регулировочно-настроечной.
Заготовительная стадия предназначена для производства заготовок деталей. Она характеризуется весьма разнообразными методами производства. Например, раскрой или резка заготовок деталей из листового материала, изготовление заготовок методами литья, штамповки, ковки и т.д. Основная тенденция развития технологических процессов на этой стадии заключается в приближении заготовок к формам и размерам готовых деталей. Орудиями труда на этой стадии являются отрезные станки, прессово-штамповочное оборудование, гильотинные ножницы и др.
Обрабатывающая стадия – вторая в структуре производственного процесса – включает механическую и термическую обработку. Предметом труда здесь являются заготовки деталей. Орудиями труда на этой стадии в основном являются различные металлорежущие станки, печи для термической, аппараты для химической обработки. В результате выполнения этой стадии деталям придаются размеры согласно заданному классу точности.
Сборочная (сборочно-монтажная) стадия – это производственный процесс, в результате которого получаются сборочные единицы (мелкие сборочные единицы, подузлы, узлы, блоки) или готовые изделия. Предметом труда на этой стадии являются детали и узлы собственного изготовления, а также полученные со стороны (комплектующие изделия). Различают две основные организационные формы сборки: стационарную и подвижную.
Стационарная сборка – это когда изделие изготавливается на одном рабочем месте (детали подаются). Подвижная сборка – это когда изготовление изделия осуществляется при его перемещении от одного рабочего места к другому.
Орудия труда здесь не так многообразны как в обрабатывающей стадии.
Главными здесь являются всевозможные верстаки, стенды, транспортирующие и направляющие устройства (конвейеры, электрокары, роботы и др.).
Регулировочно-настроечная стадия является заключительной в структуре производственного процесса. Она проводится с целью получения необходимых технических параметров готового изделия. Предметом труда здесь являются готовые изделия или их отдельные сборочные единицы. Орудия труда, универсальная контрольно-измерительная аппаратура и специальные стенды для испытаний.
Составными элементами стадий основного и вспомогательного процессов являются технологические операции. Деление производственного процесса на операции, а далее на приемы и движения, необходимо для разработки технически обоснованных норм времени выполнения операций.
Технологический процесс — часть производственного процесса, содержащая целенаправленное действие на изменение и (или) определение состояния предмета труда.
Технологическая операция - законченная часть производственного процесса, выполняемая на одном рабочем месте одним или несколькими рабочими при неизменных орудиях и предметах труда без переналадки оборудования.
Простые ТП состоят из последовательно выполняемых операций и их структура определяется технологией изготовления продукции.
Сложные ТП – состоят из операций, выполняемых как последовательно, так и параллельно. Его структура зависит не только от ТП изготовления и сборки, но и от порядка их выполнения, определяемого конструкцией, сборочной единицей или изделием.
Операция – часть производственного процесса, которая, как правило, выполняется на одном рабочем месте без переналадки и одним или несколькими рабочими (бригадой).
В зависимости от степени технического оснащения производственного процесса различают операции: ручные, машиноручные, машинные, автоматические, аппаратные.
Как основные, так и вспомогательные, а иногда и обслуживающие производственные процессы состоят из основных и вспомогательных элементов – операций. К основным относятся операции, непосредственно связанные с зменением размеров, форм, свойств, внутренней структуры предмета труда или превращения одного вещества в другое, а также с изменением местоположения предметов труда относительно друг друга. К вспомогательным относятся операции, выполнение которых способствует протеканию основных: перемещение предметов труда, контроль качества, снятие и установка, хранение и др. В организационном отношении основные и вспомогательные производственные процессы (их операции) условно подразделяются на простые и сложные.
Простыми называются процессы, в которых предметы труда подвергаются последовательному ряду связанных между собой операций, в результате чего получаются частично готовые продукты труда (заготовки, детали, т.е. неразъемные части изделия). Сложными называются процессы, в которых получаются готовые продукты труда путем соединения частных продуктов, то есть получаются сложные изделия (станки, машины и др.).
Движение предметов труда в производственном процессе осуществляется так, что результат труда одного рабочего места становится исходным предметом для другого, т.е. каждый предыдущий во времени и в пространстве дает работу последующему, это обеспечивается организацией производства.
Производственный процесс на предприятии основан на разделении и кооперации труда в пространстве и во времени. Находиться в пространстве — значит быть в форме расположения одного возле другого, существовать во времени — значит быть в форме последовательности одного после другого. Это означает, что последовательное выполнение отдельных операций процесса во времени превращается в их пространственное расположение друг за другом. В производственном процессе пространство и время взаимозависимы: увеличение затрат пространства нередко требует увеличения затрат времени, и наоборот.
Движение вещественных элементов в процессе осуществляется так, что результат труда одного рабочего места становится исходным предметом для другого, т.е. каждый предыдущий во времени и пространстве объект дает работу последующим. Условием непрерывности такого движения является одинаковая средняя скорость переработки исходного материала в продукт на всех стадиях процесса.
Таким образом, в производственном процессе должно происходить согласованное в пространстве и во времени взаимодействие людей через материальные и информационные связи, благодаря чему и проявляется целостность предприятия как системы.

Рисунок Логико-структурная схема производственного процесса

Классификация производственных процессов
Признак классификации |
Вид процесса |
1. Назначение в производстве |
Основные(изменение форм, размеров и свойств, внутренней структуры предмета и превращение его в готовую продукцию), Вспомогательные( изгот- инстр., приспособл., штампов, средств механизации и автоматизации), обслуживающие(транспорт., складские опер.,, ОТК) |
2. По характеру протекания |
Простые, синтетические, аналитические |
3. По стадиям изготовления продукции (характеру выполняемых операций) |
Заготовительные, обрабатывающие, выпускающие (сборочные) |
4. Участие труда в процессе |
Трудовые, естественные |
5. Характер протекания во времени |
Периодические, непрерывные |
6. Степень технической оснащенности |
Ручные, машинно-ручные, механизиро- ванные, автоматизированные |
7. Особенность используемого оборудования |
Дискретные, аппаратурные (агрегатив-ные) | |
Классификация ПП(см. рис)
обслуживающие
вспомагательные
основные
Существуют определенные способы количественной оценки как производственных так и технологических процессов. Количественная оценка может сводиться либо к временным, либо к денежным показателям процессов.
Различают несколько видов циклов используемых для оценки длительности протекания процессов:
1) производственный цикл, т.е. интервал календарного времени от начала до конца ТП , независимо от числа одновременно изготавливаемых деталей или изделий.
2) технологический цикл – это время выполнения технологических операций в производственном цикле.
3) операционный цикл – это время выполнения одной операции, в течение которой изготавливается одна деталь или партия одинаковых деталей без переналадки оборудования.
Длительности операционного цикла
 ,
где сi
- количество единиц оборудования, n
– количество деталей в партии.
,
где сi
- количество единиц оборудования, n
– количество деталей в партии.
От правильной и рациональной организации ПП (особенно основных) зависят результаты произ-хозяйственной деятельности предприятия, экономические показатели его работы: себестоимость, прибыль, рентабельность, величина НЗП и размер оборотных средств.НЗП= Кн.з.*Сед.*(N/Тпл)*Тц