1.4. Характеристика пристосувань
Під час розробки технологічного процесу механічної обробки заготовки необхідно правильно вибрати пристосування, які сприятимуть підвищенню продуктивність праці, точності обробки, поліпшенню умов праці, ліквідації попередньої розмітки заготовки та вивірення їх за умови встановлення на верстаті.
Застосування верстатних пристосувань та допоміжних інструментів при обробці заготовок дає ряд переваг:
підвищує якість і точність обробки деталей;
скорочує трудомісткість обробки заготовок з допомогою різкого зменшення часу, затрачуваного на установку, вивірку закріплення;
розширює технологічні можливості верстатів;
відкриває можливість одночасної обробки кількох заготовок, закріплених загалом пристосуванні.
Трикулачковий самоцентруючий патрон
Самоцентруючі патрони у більшості випадків застосовуються трикулачкові та значно рідше двокулачкові. Ці патрони дуже зручні в роботі, оскільки всі кулачки переміщуються одночасно, завдяки чому деталь, що має циліндричну поверхню (зовнішню та внутрішню), установлюється та затискається точно за віссю шпинделя; крім того, значно скорочується час на встановлення та закріплення деталі.

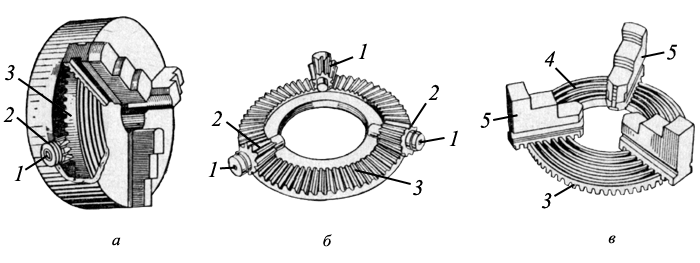
Трикулачковий самоцентруючий патрон:
а — загальний вигляд; б — конічне зубчасте колесо; в — багатовиткова спіральна канавка з кулачками; 1 — чотиригранний отвір; 2 — конічні зубчасті колеса; 3 — велике конічне зубчасте колесо; 4 — багатовиткова спіральна канавка; 5 — кулачки
Лещата
Під час свердління застосовують різні пристрої для установлення і закріплення заготовок, найпоширеніші — лещата (Рис.1.4.3). Нині поширення набули машинні лещата з ручним швидкодіючим приводом. На рис. 1.4.2 зображено поворотні лещата з діафрагмовим пневмоприводом.
Рис. 1.4.2. Поворотні лещата з пневмоприводом

Рис. 1.4.3. Лещата

П
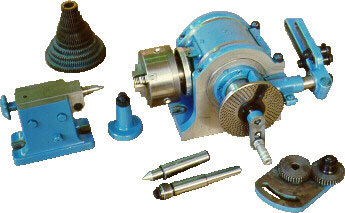
Рис. 1.4.4. Універсальна ділильна головка
Optimum
1.5. Характеристика інструмента
При виборі ріжучого інструмента необхідно прагнути обирати стандартний інструмент, але, коли доцільно, треба використовувати спеціальний, комбінований, фасонний інструмент, що дозволить поєднувати обробку кількох поверхонь.
Правильний вибір ріжучої частини інструмента має значення підвищення продуктивності та зниження собівартості обробки.
Токарні різці
Р
Рис. 1.5.1. Елементи різця:
1 — стрижень; 2 — головка;
3 — головна
задня поверхня;
4 — допоміжна задня
поверхня;
5 — вершина;
6 — допоміжна
різальна кромка;
7 — головна різальна
кромка;
8 — передня поверхня
Розрізняють також різці чорнові та чистові.
Залежно від положення різальної кромки різці поділяються на праві й ліві. Правий різець використовується для подачі справа наліво (від задньої бабки токарного верстата до передньої), а лівий — для подачі зліва направо (рис. 1.5.2).
Рис. 1.5.2. Види різців залежно від напрямку
руху подачі:
а — лівий; б — правий

За конструкцією різці можуть бути суцільні, тобто виконані з одного металу, і складені (рис.1.5.3). Державка складених різців виготовляється з конструкційної сталі, а робоча частина — з інструментального матеріалу, її до державки приварюють, напаюють або механічно притискують.
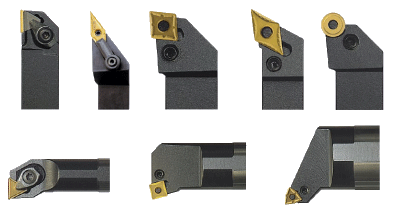
Рис. 1.5.3. Токарні різці з механічним кріпленням непереточуваних багатолезових різальних пластин
Для підрізання торця та фасок я використовую правий прохідний відігнутий різець. Матеріал робочої частини – пластини – твердий сплав Т15К6; матеріал державки різця – сталь 45. Розміри відповідають стандарту, тобто приймаємо ВхН=16х25 мм. Довжина різця 150 мм. Геометричні параметри φ=450; φ1=100; γ=150; ά=120; r=1 мм; f=0.6 мм; γf=-50; λ=0.
Прохідний упорний правий різець із твердосплавною пластинкою Т15К6, державка – сталь 45, НВ = 1625, довжиною 140 мм φ=900, γ=150, λ=00. Для розточування отвору використаю розточувальний різець, який виготовлений з такого ж матеріалу.
.
Свердла
Конструктивно свердла поділяють на спіральні; з прямими канавками; перові; для глибоких отворів; для кільцевого свердління; центрувальні; спеціальні комбіновані. Конструктивні елементи свердла (рис. 1.5.3.): діаметр D свердла; кут 2φ різальної частини; кут ω нахилу гвинтової канавки, передній кут γ; задній кут α; кут φ різання; ширина стрічечки, довжина робочої частини; загальна довжина. У залежності від діаметра свердло може мати як циліндричний, так і конічний хвостовик для кріплення свердла в патроні або в шпинделі верстата. Для отримання точніших отворів застосовують зенкери та розгортки.
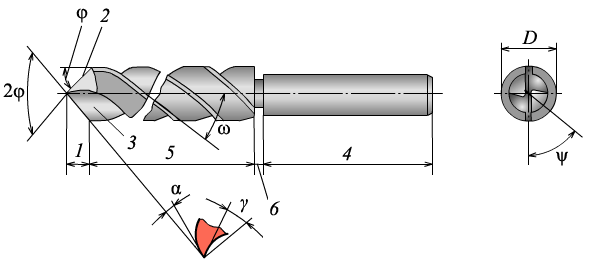
Рис. 1.5.3. Конструкція та геометричні елементи свердла:
1 — різальна частина; 2 — задня поверхня; 3 — передня поверхня;
4 — хвостовик; 5 — робоча частина; 6 — шийка
Для обробки отворів фланцю я використовую свердла 9, 20, 45, зенківка 14 (рис.1.5.4).


Рис. 1.5.4. Свердла та зенківки
Напилок
Для слюсарної обробки я використаю напилок, зачищу задирки, притуплю гострі кромки (рис.1.5.5).
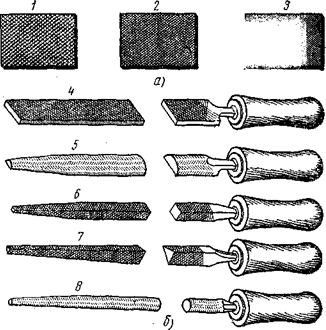
Рис.1.5.5. Напилки
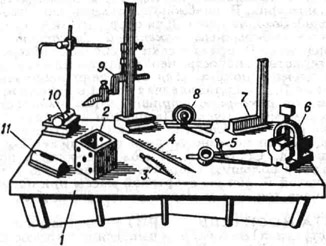
Для розмітки отворів під кріплення мені знадобиться розміточна плита та комплект інструменту для розмітки (рис.1.4.5): лінійка, чертилка, кернер.
Рис.1.4.5. Розміточна плита та розміточний
інструмент