

4.9.2 Регулювання механізмів верстата
Регулювання натягу ременя Переміщення плити регулюється обертанням гайок 2 на тязі 3.
Перевірка натягу пасової передачі головного привода провадиться відтягуванням ременя із зусиллям 9 кг, прикладеним до середини ременя; при цьому його прогин повинен складати 12 мм.
Регулювання положення шляхових кулачків на поздовжній і поперечній лінійках.
На кожній лінійці (рис. 4.14, 4.15) передбачені два пази для установки кулачків аварійного відключення подачі й аварійного відключення електропривода верстата. Кулачки впливають на блоки шляхових електроперемикачів, змонтовані на супортній групі верстата.
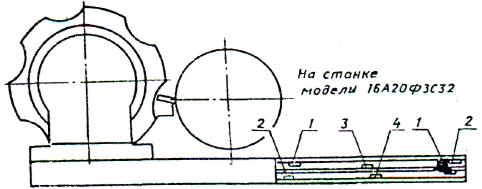

Рисунок 4.14 - Схема розташування кулачків у пазах лінійки поперечного переміщення.
Кулачки аварійного відключення подачі 1 варто встановлювати так, щоб вони впливали на штоки блоку кінцевих вимикачів не доходячи 5 - 8 мм до кулачків аварійного відключення електропривода верстата 2, а ці кулачки - не доходячи 5-8 мм до крайніх положень поперечного супорта й упору каретки в корпус задньої бабки й різців у кулачки патрона. По команді кулачків відключення подачі при помилці програміста або наладчика відключається подача у відповідному напрямку без удару об суміжні вузли. При цьому система програмного керування й верстат не відключаються, і інформація від датчиків зворотного зв'язка зберігається.
Аналогічний здвоєний кулачок, установлений на задній бабці для запобігання аварійного удару на неї, впливає на блок електроперемикачів, установлених на каретці верстата.
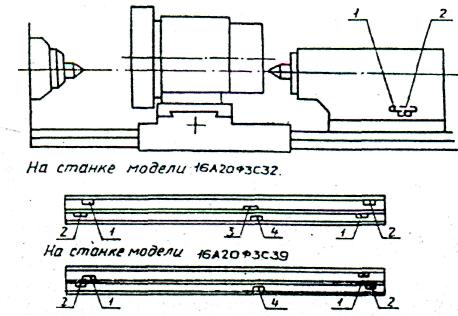
Рисунок 4.15 - Схема розташування кулачків у пазах лінійки поздовжнього переміщення.
На тих же лінійках, установлені (див. рис. 31, 32) кулачки 3 подачі команди на попередне зниження швидкості переміщення при виході каретки й супорта у фіксоване положення й кулачки 4 фіксованого положення.
На верстатах моделі 16А20Ф3С32 установлене модернізований ПЧПК 2Р22 з ПО 00046. У цьому випадку кулачки «Фіксованого положення» не використовуються, після спрацьовування кінцевого вимикача «Уповільнення» привод реверсується, і виробляється точний останов по нульовому імпульсі датчика положення при відході від кулачка «Уповільнення» у межах кроку гвинта.
Для забезпечення стабільності виходу у фіксоване положення по попередньо встановленому кулачку «Уповільнення» виконати наступні перевірки:
перемістити ручним штурвалом супорта по координаті X на 2 мм або каретку по координаті Z на 4 мм убік кулачка «Уповільнення»; перейти в режим «Тест», і перевірити відсутність сигналу «Уповільнення» на екрані БВСІ; по поперечній координаті X у горизонтальному рядку XI в 7-й вертикальній колонці повинен бути «0»; по поздовжній координаті Z у горизонтальному рядку XI в 9-й вертикальній колонці повинен бути «0»;
перемістити супорт у тім же напрямку ще на 1 мм або каретку на 2 мм:
перейти на режим «Тест» і перевірити наявність сигналу «Уповільнення» — на екрані БВСІ в тих же рядках і колонках повинна бути 1.
При невиконанні цих вимог зрушити відповідно кулачок по X і Z і провести повторну перевірку.