

4.7. Порядок введення керуючої програми
Для уведення КП варто нажати клавіші 5 (уведення), 13 (скидання пам'яті), N (номер кадру) і набрати номер першого кадру програми.
Набір
і уведення провадиться послідовно по
кадрам.
Програма, що набирається, висвічується
на екрані БВСІ в шостому, сьомому й
восьмому рядках.
Під час набору останню фразу можна
стерти натисканням клавіші 11
![]() (чищення). Набраний кадр уводиться у
пам'ять натисканням клавіші 5
(уведення) і стирається з екрана БВСІ,
де автоматично висвічується номер
наступного кадру й т.д. Якщо програма
закінчена, тобто набраний кадр, що
містить слово М02, то в правому куті
першого рядка екрана БВСІ висвічується
КП (кінець програми).
(чищення). Набраний кадр уводиться у
пам'ять натисканням клавіші 5
(уведення) і стирається з екрана БВСІ,
де автоматично висвічується номер
наступного кадру й т.д. Якщо програма
закінчена, тобто набраний кадр, що
містить слово М02, то в правому куті
першого рядка екрана БВСІ висвічується
КП (кінець програми).
Для
продовження роботи в раніше перерваному
режимі уведення програми необхідно
нажати клавіші 5
(уведення), 1
![]() (пошук кадру) і набрати номер останнього
кадру раніше уведеної програми.
Потім натискають клавішу 9
(зрушення кадру).
На екрані БВСІ висвітиться останній
кадр уведеної програми. При повторному
натисканні клавіші 9
шостий, сьомий і восьмий рядки екрана
БВСІ стираються, висвічується наступний
номер кадру.
(пошук кадру) і набрати номер останнього
кадру раніше уведеної програми.
Потім натискають клавішу 9
(зрушення кадру).
На екрані БВСІ висвітиться останній
кадр уведеної програми. При повторному
натисканні клавіші 9
шостий, сьомий і восьмий рядки екрана
БВСІ стираються, висвічується наступний
номер кадру.
Для індикації уведеної у пам'ять пристрою програми необхідно нажати клавіші 5 (уведення) і 9 (зрушення кадру). У цьому випадку перший кадр програми висвічується на екрані БВСІ. Послідовними натисканнями клавіші 9 висвічуються наступні кадри.
У випадку закінчення програми при подальшому натисканні клавіші 9 індикація знову починається з першого кадру.
Для перегляду програми з певного кадру необхідні дії, аналогічні виконуваним при продовженні уведення програми з певного кадру. Перегляд програми продовжують натисканням клавіші 9 .
Робота на верстаті зручним керуванням.
У режимі ручного керування оператор має можливість обробляти деталь за допомогою мнеморукоятки або маховичків, набирати й відпрацьовувати кадри, а також складати програми за зразком.
Для роботи мнеморукояткою або маховичками необхідно встановити режим ручного керування, нажавши клавішу 4 , потім задати обрану частоту оберт ання шпинделя й величину подачі й нажати клавішу 17 (пуск). Шпиндель почне обертатися із заданою частотою.
Рух каретки або супорта, а також їх спільний рух одержують, обертаючи маховички за годинниковою стрілкою або проти її. Зв'язок між напрямком обертання маховичків і напрямком руху показана на рис. 4.12.
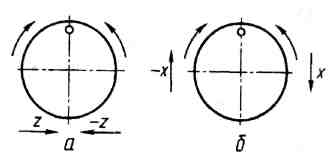
Рисунок 4.12 - Схема дії маховичка (штурвала) ручного переміщення
каретки та супорта: а - по осі Z; б - по осі X
Координати поточного положення інструмента по осям X і Z висвічуються на четвертому й п'ятому рядках БВСІ.
При повороті мнеморукоятки в одне із чотирьох положень (←Z, →Z, ↑X, ↓Х) супорт або каретка переміщаються на робочій подачі. Для одержання прискореного переміщення одночасно з поворотом мнеморукоятки необхідно нажати розташовану на ній кнопку (якщо кнопку відпустити, прискорений рух припиниться) (рис. 4.13).
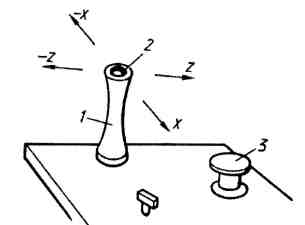
Рисунок 4.13 - Допоміжні органи керування:
1 - рукоятка наладкових переміщень каретки та
супорта; 2 - кнопка швидкого руху; 3 - кнопка
аварійного відключення
Щоб виключити рух, мнеморукоятку встановлюють у нейтральне вертикальне положення.
Для автоматичної обробки в ручному режимі запрограмований кадр набирають на клавіатурі пульта без його номера й натискають клавішу 17 (пуск).
По закінченні відпрацьовування кадру інформація на екрані БВСІ гаситься, можна набирати наступний кадр.
Якщо фраза задана неправильно, а клавіша 17 ще не натиснута, то для стирання інформації варто нажати клавішу 11 (чищення).
Постійні цикли L08, L09, L10, L11 у цьому режимі не відпрацьовуються.
Для складання програми за зразком натискають клавіші 5 (уведення), 13 (скидання) і 4 (ручне керування).
Набір кадру починається з його номера, що є ознакою складання програми за зразком. У першому кадрі програмується технологічна інформація.
Після набору кадру натискають клавішу 17 (пуск). По закінченні відпрацьовування кадру інформація записується в пам'ять пристрою натисканням клавіші 20 (уведення даних).
Потім на екрані БВСІ висвічується наступний номер кадру. Кадр набирають, відпрацьовують і записують в пам'ять, натискаючи клавіші 17 (пуск) і 20 (уведення даних). Іде поступова обробка деталі із записом в пам'ять.
Окремі
кадри можуть формуватися при обробці
за допомогою маховичків і мнеморукоятки.
Контроль розмірів здійснюється по
індикації на четвертому й п'ятому рядках
БВСІ.
Після відпрацьовування натискають
клавішу 14
![]() (уведення за зразком). При цьому на екрані
БВСІ, починаючи із шостого рядка,
висвічуються координати ріжучої кромки
інструмента.
Уведення в пам'ять здійснюється після
натискання клавіші 20
(уведення даних).
(уведення за зразком). При цьому на екрані
БВСІ, починаючи із шостого рядка,
висвічуються координати ріжучої кромки
інструмента.
Уведення в пам'ять здійснюється після
натискання клавіші 20
(уведення даних).
У тих випадках, коли при відпрацьовуванні кадру отримані розміри необхідно доробити, це виконують за допомогою маховичків або мнеморукоятки. Перед записом інформації в пам'ять уведені раніше в кадр числові значення по координатах X і Z, необхід но спершу стерти натисканням на клавіші 11 (чищення), а потім 14 (уведення за зразком). Отримані числові значення по координатах X і Z, висвітяться на екрані БВСІ. Натисканням клавіші 20 (уведення) їх записують в пам'ять. Останній кадр повинен містити команду М02. Після його відпрацьовування здійснюється вихід у вихідне положення.