

3.2. Розрахунок зусилля закріплення деталі при обробці та вибір розмірів механізму закріплення.
Розраховуємо зусилля закріплення для трикулачкового патрона, користуючись рекомендаціями довідника [3]:
![]() ,
,
де Wk – сила затиску на одному кулачку,Н;
![]() - число
кулачків;
- число
кулачків;
![]() -
коефіцієнт, що враховує додаткові сили
тертя у патроні
-
коефіцієнт, що враховує додаткові сили
тертя у патроні
( =1,05);
![]() - виліт
кулачка від його опори до центру
прикладення сили затиску (конструктивно
= 40 мм);
- виліт
кулачка від його опори до центру
прикладення сили затиску (конструктивно
= 40 мм);
![]() - довжина
напрямної частини кулачка, мм;
- довжина
напрямної частини кулачка, мм;
![]() -
коефіцієнт тертя у напрямних кулачках
(
= 0,1);
-
коефіцієнт тертя у напрямних кулачках
(
= 0,1);
![]() і
і
![]() - плечі важеля приводу кулачків, мм,
конструктивно
- плечі важеля приводу кулачків, мм,
конструктивно
![]() мм
і
мм
і
![]() мм
до осі штока.
мм
до осі штока.
Сила закріплення на кожному кулачку визначається за формулою

де
![]() - діаметр поверхні заготовки, що
обробляється, мм;
- діаметр поверхні заготовки, що
обробляється, мм;
![]() - кут
розташування кулачків у патроні;
- кут
розташування кулачків у патроні;
![]() - коефіцієнт
тертя на робочих поверхнях кулачків (з
гладкою поверхнею
=
0,25, з кільцевими канавками
=0,35,
з крестообразними
=
0,45, з зуб’ями паралельно осі патрона
=
0,8);
- коефіцієнт
тертя на робочих поверхнях кулачків (з
гладкою поверхнею
=
0,25, з кільцевими канавками
=0,35,
з крестообразними
=
0,45, з зуб’ями паралельно осі патрона
=
0,8);
![]() - діаметр
поверхні заготовки, що закріплюється,
мм;
- діаметр
поверхні заготовки, що закріплюється,
мм;
![]() – коефіцієнт
запасу.
– коефіцієнт
запасу.
 Н.
Н.
![]() Н.
Н.
4. Експлуатаційно-налагоджувальна частина
4.1 Основні вузли верстата та їх конструктивні особливості
Ткарні патронно-центрові верстати з ЧПУ використовують для обробки центрових деталей типу тіл обертання з відношенням довжини до діаметра більше п'яти, а також штучних заготовок, що закріплюються в патроні. У випадку застосування промислових роботів операції завантаження верстата можуть бути легко автоматизовані. Інструментальні налагодження верстатів в основному забезпечують технологічні потреби при обробці різноманітних деталей типу тіл обертання. Включення таких верстатів до складу ГВС не представляє особливих труднощів.
Токарний верстат з ЧПУ мод. 16К20Ф3 (рис. 1.1) призначений для токарної обробки (в один або кілька проходів у замкнутому напівавтоматичному й автоматичному циклі) зовнішніх і внутрішніх поверхонь деталей типу тіл обертання зі східчастими профілями, включаючи нарізування різьб. Верстат має підвищений клас точності П. Точність обробки відповідає 6...7 квалітетам.
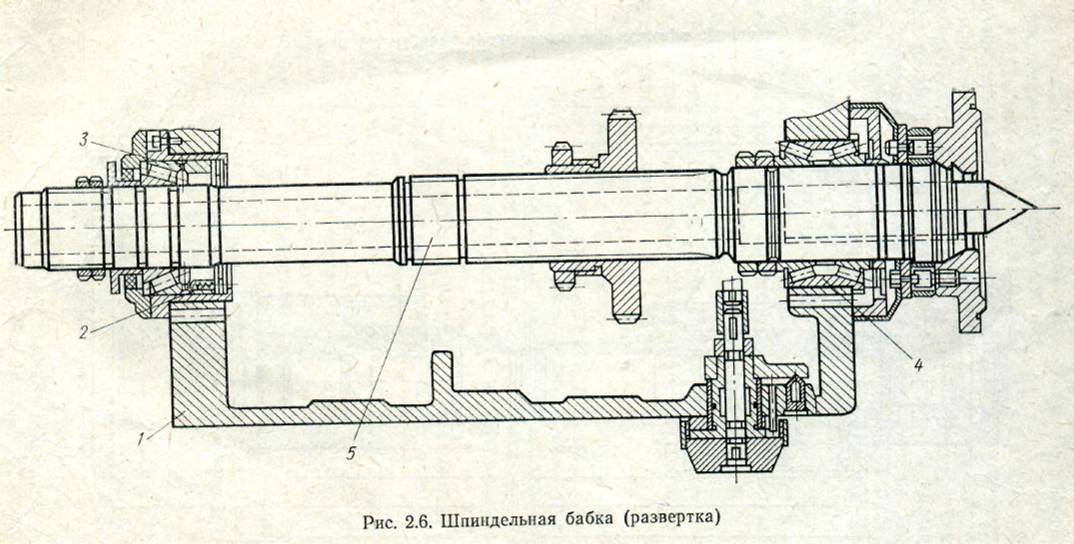
Рисунок 4.1 - Шпиндельна бабка (розгортка).




 Конструкція
шпиндельного
вузла (рис. 4.1) значною мірою визначає
експлуатаційні показники верстата,
тобто застосовувані режими різання й
точність і продуктивність обробки, які
досягаються. Тому корпус 1
бабки виконаний у вигляді твердого
чавунного виливка й надійно закріплений
на станині. Зубчасті колеса загартовані
й прошліфовані по профілю зубів. Найбільш
важливою деталлю шпиндельної бабки є
шпиндель 5
, безпосередньо сприймаючий зусилля
різання. Передній кінець шпинделя має
фланець, до якого кріпиться кулачковий
патрон. Передньою опорою служить
дворядний конічний роликовий підшипник
4,
а задньою — однорядний конічний роликовий
підшипник 3.
Застосування в опорах пружин 2,
призначених для пост
ійної
вибірки зазорів у підшипниках, сприяє
підвищенню точності й твердості
шпиндельного вузла. Підшипники
відрегульовані заводом-виготовлювачем
верстата, що забезпечує їх експлуатацію
без втручання наладчика (крім випадків
ремонту).
Конструкція
шпиндельного
вузла (рис. 4.1) значною мірою визначає
експлуатаційні показники верстата,
тобто застосовувані режими різання й
точність і продуктивність обробки, які
досягаються. Тому корпус 1
бабки виконаний у вигляді твердого
чавунного виливка й надійно закріплений
на станині. Зубчасті колеса загартовані
й прошліфовані по профілю зубів. Найбільш
важливою деталлю шпиндельної бабки є
шпиндель 5
, безпосередньо сприймаючий зусилля
різання. Передній кінець шпинделя має
фланець, до якого кріпиться кулачковий
патрон. Передньою опорою служить
дворядний конічний роликовий підшипник
4,
а задньою — однорядний конічний роликовий
підшипник 3.
Застосування в опорах пружин 2,
призначених для пост
ійної
вибірки зазорів у підшипниках, сприяє
підвищенню точності й твердості
шпиндельного вузла. Підшипники
відрегульовані заводом-виготовлювачем
верстата, що забезпечує їх експлуатацію
без втручання наладчика (крім випадків
ремонту).
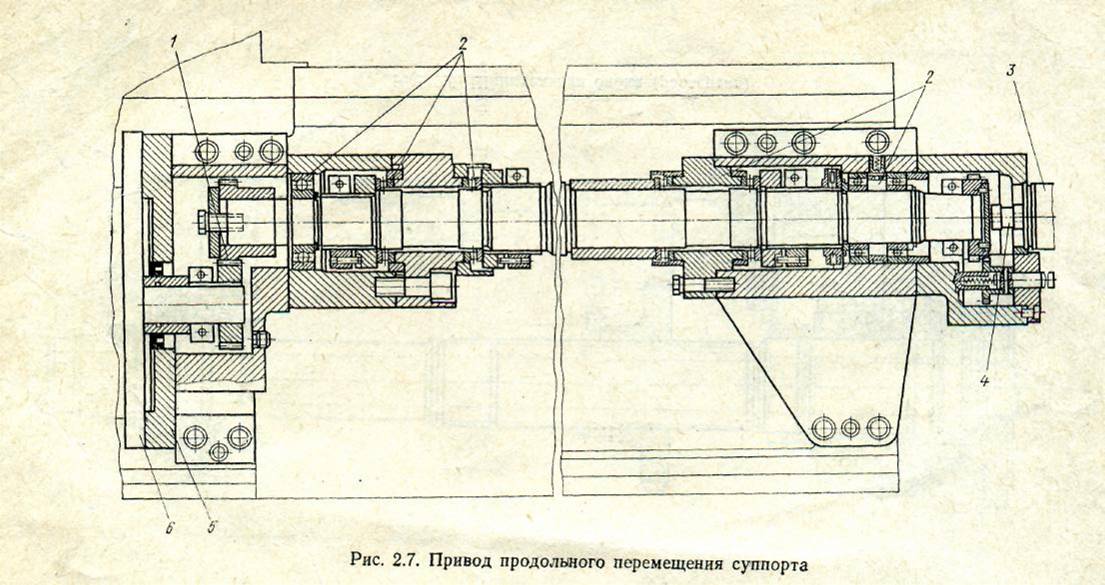
Рисунок 4.2 - Привод повздовжнього переміщення супорту.
Привод поздовжнього переміщення супорта (рис. 4.2) містить у собі кулькову гвинтову передачу (діаметр 63 мм, крок 10 мм), опори 2 гвинта, редуктор 1 (передатне відношення 1:1), електродвигун 6 постійного струму й датчик 3 зворотного зв'язку, пов'язаний із гвинтом за допомогою муфти 4.
Якщо верстат оснащений частотно-регульованим асинхронним двигуном, то встановлюють редуктор з передатним відношенням 1:2, а датчик зворотного зв'язку вбудовують в електродвигун. Зазор у зубчастому зачепленні редуктора вибирають переміщенням перехідної плити 5 (із установленим на ній електродвигуном) щодо корпуса редуктора.
Привод поперечного переміщення супорта (рис. 4.3) містить у собі кулькову гвинтову передачу (діаметр 40 мм, крок 5 мм), опори 1 гвинта; редуктор 2 (передатне відношення 1:1), електродвигун 5 постійного струму й датчик 4 зворотнього зв'язку, з'єднаний із гвинтом за допомогою пружної муфти 3. Якщо верстат оснащений частотно-регульованим асинхронним двигуном, то датчик зворотного зв'язку вбудовують в електродвигун. Зазор у зубчастому зачепленні вибирають вертикальним зсувом плити 6 (із установленим на ній електродвигуном) .
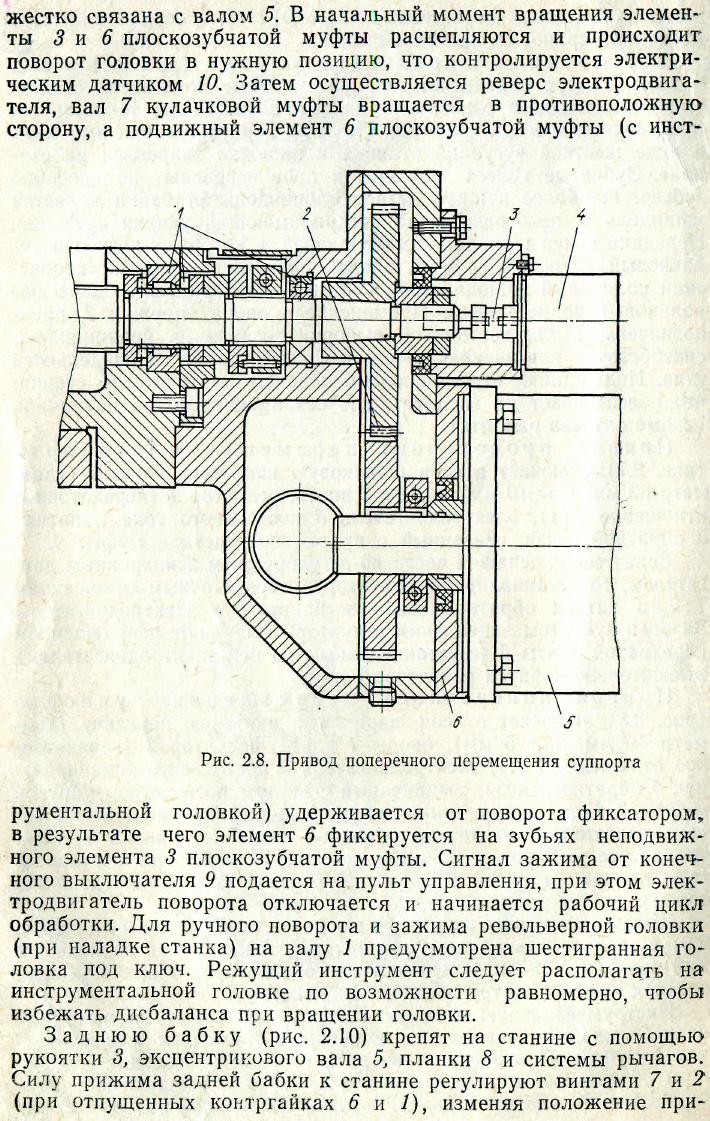
Рисунок 4.3 - Привод поперечного переміщення супорту.
Шестипозиційну револьверну головку (рис. 4.4) з горизонтальною віссю обертання встановлюють на поперечній ползушці. В інструментальній головці кріплять шість різців-вставок або три інструментальних блоки.
Інструментальну знімну головку монтують на вихідному валу 5 і жорстко зв'язують із рухливим елементом 6 плоскозубчастої муфти. Поворот револьверної головки провадять у такий спосіб: від електродвигуна 2 (через черв'ячну передачу) обертання передається на вал 7 кулачкової напівмуфти 8, що жорстко пов'язана з валом 5. У початковий момент обертання елементи 3 і 6 плоскозубчастої муфти розчіплюються й відбувається поворот головки в потрібну позицію, що контролюється електричним датчиком 10. Потім здійснюється реверс електродвигуна, вал 7 кулачкової муфти обертається в протилежну сторону, а рухливий елемент 6 плоскозубчастої муфти (з інструментальною головкою) утримується від повороту фіксатором, у результаті чого елемент 6 фіксується на зубах нерухливого елемента 3 плоскозубчастої муфти. Сигнал затискача від кінцевого вимикача 9 подається на пульт керування, при цьому електродвигун повороту відключається й починається робочий цикл обробки. Для ручного повороту й затиску револьверної головки (при налагодженні верстата) на валу 1 передбачена шестигранна головка під ключ. Різальний інструмент варто розташовувати на інструментальній головці по можливості рівномірно, щоб уникнути дисбалансу при обертанні головки.
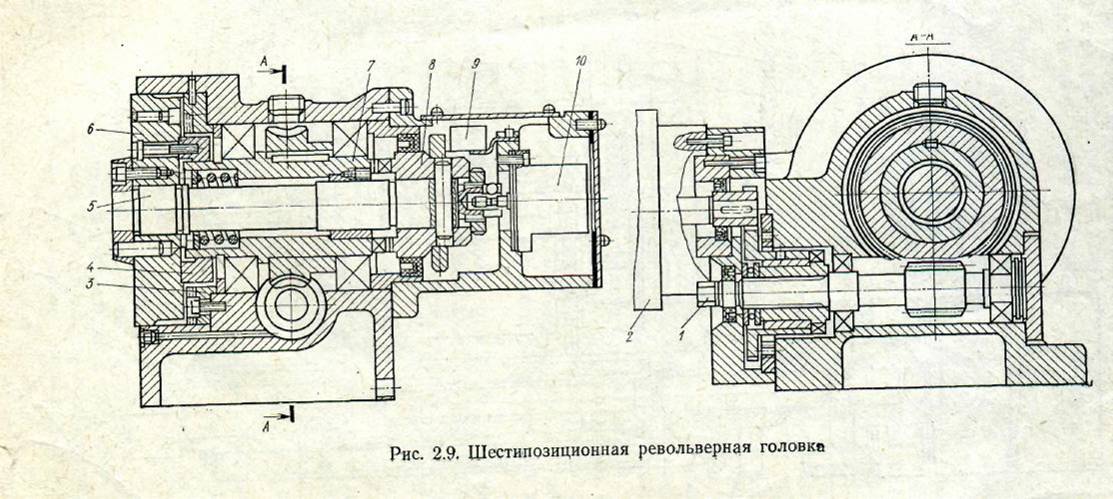
Рисунок 4.4 - Шостипозиційна револьверна головка.
Задню бабку (рис. 4.5) кріплять на станині за допомогою рукоятки 3, ексцентрикового вала 5, планки 8 і системи ричагів. Силу притиску задньої бабки до станини регулюють гвинтами 7 і 2 (при відпущених контргайках 6 і 1), змінюючи положення притискної планки 8. Піноль переміщюють вручну (за допомогою маховика) або використовуючи електромеханічний привод 4.
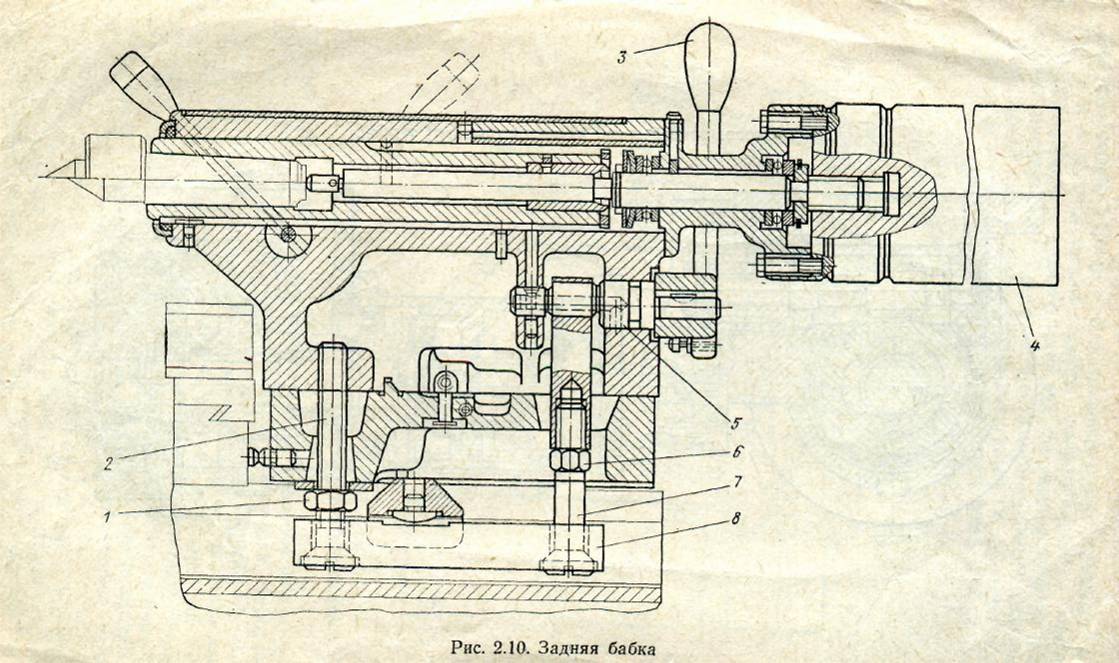
Рисунок 4.5 - Задня бабка.
Порядок
роботи верстата.
Перед початком роботи включають верстат
і перевіряють положення й надійність
кріплення кулачків аварійного
обмеження ходу на поздовжній і поперечній
лінійках,
а також положення й надійність кріплення
задньої бабки 
 на
станині (у випадку її застосування). При
обробці в патроні задню бабку відводять
у крайнє праве положення. За допомогою
спеціальних рукояток перевіряють
легкість переміщення супорта в
поздовжньому й поперечному напрямках.
У режимі «Ручне керування» перевіряють
роботу механізмів верстата: перемикання
діапазонів частоти обертання; переміщення
супорта в поздовжньому й поперечному
напрямках на швидкому ходу й робочих
подачах; роботу аварійних і блокувальних
електроперемикачів; подачу мастильного
матеріалу; обертання шпинделя й ін.
на
станині (у випадку її застосування). При
обробці в патроні задню бабку відводять
у крайнє праве положення. За допомогою
спеціальних рукояток перевіряють
легкість переміщення супорта в
поздовжньому й поперечному напрямках.
У режимі «Ручне керування» перевіряють
роботу механізмів верстата: перемикання
діапазонів частоти обертання; переміщення
супорта в поздовжньому й поперечному
напрямках на швидкому ходу й робочих
подачах; роботу аварійних і блокувальних
електроперемикачів; подачу мастильного
матеріалу; обертання шпинделя й ін.
Перевіривши роботу верстата в ручному режимі й переконавшись у її правильності, включають автоматичний цикл — обхід контуру на холостому ходу (без установки заготовки).
При нормальній роботі верстата обробляють по КП першу деталь, заміряють її, за допомогою ПЧПУ коректують КП.