

2. Основные Процессы, протекающие при контактной точечной сварке
Сварная точка является результатом сложных термодеформационных процессов, протекающих в зоне формирования соединения в течение цикла сварки. Некоторые из этих процессов протекают последовательно, а некоторые и параллельно. Параметры последних зависят не только от внешнего энергетического и силового воздействия на металла в зоне сварки, но и от сложного их взаимного влияния. Ниже рассмотрены закономерности протекания термодеформационных процессов, оказывающих наиболее значимое влияние на конечный результат сварки.
2.1. Сближение свариваемых деталей
Технологической операцией, которая первой выполняется в любом цикле КТС, является сближение свариваемых поверхностей до соприкосновения, поскольку собранные для сварки детали практически никогда плотно не прилегают между собой. Обусловлено это тем, что между свариваемыми деталями всегда имеются зазоры. Они являются следствием либо искривления деталей при выполнении технологических операций, которые предшествуют сварке, либо дефектов сборки деталей перед сваркой, или деформаций деталей непосредственно в процессе сварки предшествующих точек [3, 10, 11, 14…16].
В сближении свариваемых деталей до соприкосновения следует выделить два фактора, которые оказывают значимое влияние как на формирование начальных контактов, так и на процесс сварки в целом: геометрический фактор, который проявляется в искривлении деталей при их деформировании в процессе сближения, и силовой фактор, следствием влияния которого является отклонение усилия сжатия в контакте деталь–деталь от усилия сжатия электродов [14…16, 89… 91].
2.1.1. Деформирование свариваемых деталей при их сближении
Реальная деформация свариваемых деталей в процессе их сближения (рис. 2.1) представляет сложное сочетание признаков, близких как к чистому изгибу пластины (рис. 2.1, а), так и к чистому ее прогибу по типу мембраны (рис. 2.1, д). При этом переход от первого ее состояния ко второму происходит плавно (рис. 2.1, б...г) по мере увеличения расстояния u от кромки нахлестки до центра электродов. Причем этот переход происходит тем быстрее (при меньшей величине u), чем меньше расстояние tШ до точек опоры вдоль нахлестки.
Наличие зазоров между деталями и операции их сближения до соприкосновения, которое приводит к сложному искривлению деталей, существенно изменяет как распределение напряжений в контактах, так и характер, протекающих в них микро- и макродеформаций. При отсутствии зазора (рис. 1.5, этап 1) можно допустить, что в контакте деталь-деталь деформируются две плоские поверхности, а при большом расстоянии от кромки листов до электродов (рис. 2.1, д) — две сферические поверхности. В практике же сварки в основном встречаются промежуточные более сложные, несимметричные виды деформирования свариваемых деталей при их сближении (рис. 2.1, б...в) [91].
С ложное
искривление деталей при их сближении
приводит как к уменьшению размеров
ядра, так и к искажению его формы (рис.
2.2). Основной причиной этого является
изменение формы контакта (рис. 2.3).
ложное
искривление деталей при их сближении
приводит как к уменьшению размеров
ядра, так и к искажению его формы (рис.
2.2). Основной причиной этого является
изменение формы контакта (рис. 2.3).
Исследования влияния величины зазора δ, шага между точками t=2 tШ, расстояния от кромки нахлестки u и FСВ на величину и форму начального контакта выявили сложную их зависимость от перечисленных выше факторов. При этом измерение контурной площади контакта производили по известной методике угольных плёнок [92…94].
Ф орма
контакта оценивалась коэффициентом
формы kФ,
который характеризует отклонение формы
контакта от окружности, т. е. эллипсоидность
контакта. В этом случае реальный контакт
принимается в форме эллипса, в котором
взаимно перпендикулярные наибольшее
и наименьшие значения диаметров контакта
принимаются равными наибольшей 2а
и наименьшей 2b
оси эллипса (рис. 2.3). Эти оси сравниваются
с диаметром d0
условной окружности, площадь которой
равна площади эллипса. В этом случае
коэффициент формы контакта определяется
по зависимости
орма
контакта оценивалась коэффициентом
формы kФ,
который характеризует отклонение формы
контакта от окружности, т. е. эллипсоидность
контакта. В этом случае реальный контакт
принимается в форме эллипса, в котором
взаимно перпендикулярные наибольшее
и наименьшие значения диаметров контакта
принимаются равными наибольшей 2а
и наименьшей 2b
оси эллипса (рис. 2.3). Эти оси сравниваются
с диаметром d0
условной окружности, площадь которой
равна площади эллипса. В этом случае
коэффициент формы контакта определяется
по зависимости
![]() .
(2.1)
.
(2.1)
О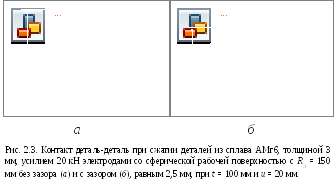 чевидно,
что коэффициент формы контакта показывает
относительное отклонение формы контакта
от окружности. Во всех случаях прогиба
деталей при наличии зазора между ними
контакт вытягивается вдоль оси,
перпендикулярной линии края нахлестки
(рис. 2.4).
чевидно,
что коэффициент формы контакта показывает
относительное отклонение формы контакта
от окружности. Во всех случаях прогиба
деталей при наличии зазора между ними
контакт вытягивается вдоль оси,
перпендикулярной линии края нахлестки
(рис. 2.4).
Увеличение
расстояния от края листа u
при постоянстве остальных параметров
приводит к уменьшению контурной площади
сварочного контакта SК
относительно ее величины при отсутствии
зазора S0
(SК/S0)
и уменьшению коэффициента её формы kФ,
т. е. его эллипсоидности
(рис. 2.4, а).
Это объясняется плавным переходом вида
деформации детали о т
изгиба к прогибу по типу мембраны.
т
изгиба к прогибу по типу мембраны.
Увеличение расстояния между точками t приводит к увеличению контурной площади контакта и увеличению искажения его формы (рис. 2.4, б). Причем увеличение kФ происходит до некоторого значения t, зависящего от величины зазора δ, а затем с увеличением t эллипсоидность контакта kФ уменьшается. Это также объясняется изменением вида деформации деталей в контакте. Так, увеличение SК при уменьшении u и увеличении t можно объяснить увеличением усилия сжатия F в площади контакта, так как усилие, которое затрачивается на деформацию деталей при их сближении при таком изменении t и u уменьшается. Уменьшение же kФ при увеличении u объясняется переходом от изгиба детали в месте сжатия к ее прогибу по типу мембраны. Начальное увеличение kФ при увеличении t, наоборот, обусловлено переходом от прогиба детали по типу мембраны к ее изгибу, а дальнейшее уменьшение kФ обусловлено уменьшением искривления деталей при увеличении t.
При увеличении зазора δ (рис. 2.4, в) площадь контакта SК вначале уменьшается, что можно объяснить уменьшением усилия в площади контакта, а затем резко увеличивается вплоть до первоначальных размеров. Последнее обусловлено тем, что при достижении зазором некоторой величины δ, которое зависит от конкретного сочетания значений t и u, происходит резкий переход от изгиба детали к её прогибу по типу мембраны. Дальнейшее же увеличение забора приводит к монотонному уменьшению площади контакта, причиной чего является уменьшение усилия сжатия в площади контакта. Эллипсоидность контакта при увеличении зазора вначале увеличивается, а затем монотонно уменьшается. Это объясняется описанным выше изменением вида деформации деталей. Причем, положение точек перегиба (δ = 2…2,5 мм, и t = 100…125 мм) на кривых изменения SК/S0 и kФ не является постоянным, а изменяется при изменении сочетаний значений t, δ и F.
Увеличение усилия F сжатия деталей (рис. 2.4, г) во всех случаях приводит к монотонному увеличению площади контакта деталь–деталь, обусловленному увеличением давления в его площади. При этом монотонно уменьшается и искажение формы контакта.
Таким образом, контурная площадь контакта деталь–деталь всегда уменьшается при наличии зазора между ними, а искажение её формы зависит от конкретных сочетаний расстояния между точками и расстояния до кромки нахлёстки, а также значений зазора и усилия сжатия деталей. При величинах зазоров, встречающихся в практике КТС, искажение формы контакта однозначно увеличивается с увеличением расстояния между точками и уменьшением расстояния до кромки нахлёстки.