

Резьбовые соединения с зазором.
Посадки с зазором применяются в случаях:
Работы при высокой температуре для компенсации температурных деформаций;
Повышение циклической прочности резьбовых соединений, испытывающих переменные нагрузки;
Нанесения антикоррозионного покрытия значительной толщины;
Быстрой и легкой свинчиваемости деталей при наличии небольшого загрязнения или повреждения резьбы.
Для получения посадок с зазором в ГОСТ 160 93 – 81 предусмотрено пять основных отклонений для наружной (d, e, f, g, h) и четыре для внутренней (E, F, G, H) резьбы. Основные отклонения Е и F применяются только для специального применения при значительном слое защитного покрытия.
Основные отклонения h и H равны 0, а остальные определяются по формуле:
Для болтов -
![]() ;
;
кроме
![]() мм;
мм;
![]() ;
;
![]() .
.
Для гаек -
![]()
кроме
;
![]() ;
;
![]()
где es – верхнее отклонение болтов, мкм;
EI – нижнее отклонение гаек, мкм;
P – шаг резьбы, мм.
ГОСТ 160 93 – 81 устанавливает степени точности, определяющие допуски диаметров резьбы (3, 4, 5, 6, 7, 8, 9, 10). Допуски на все диаметры резьбы по 6-ой степени точности приняты за основные и их расчет выполняется по специальным формулам.
Допуски остальных степеней точности определяются умножением допуска 6-ой степени точности на коэффициенты соответствующие каждой степени.
Наиболее распространенной посадкой является посадка с небольшим зазором (6Н/6g).
Резьбовые соединения с натягом.
Посадки с натягом по среднему диаметру применяют, когда конструкция узла не допускает применение болтового соединения из-за возможности нарушения герметичности и самоотвинчивания.
Эти посадки регламентированы ГОСТ 4608 – 81, который распространяется на метрические резьбы с профилем по ГОСТ 9150 – 81 диаметром 5…45 мм и шагом 0,8…3 м..
Пример обозначения предпочтительных посадок:
![]()
 (чугун, алюминиевые
сплавы)
(чугун, алюминиевые
сплавы)
![]() (чугун, алюминиевые
и магниевые сплавы) при шаге до 1,25 мм
(чугун, алюминиевые
и магниевые сплавы) при шаге до 1,25 мм
![]() (сталь, титановые
сплавы)
(сталь, титановые
сплавы)
где 2Н – поле допуска на средней диаметр внутренней резьбы
5D, 4D – поле допуска на D (внутренней резьбы)
2r, 3p, 3n – поле допуска на среднем диаметре наружной резьбы.
1.6.2. Стандартизация точности шпоночных и шлицевых соединений.
Шпоночным называется соединение зацеплением с помощью шпонки соосных деталей с цилиндрическими (коническими) поверхностями контакта. Шпоночные соединения применяются для передачи вращающего момента между валом и ступицей, насаженной на вал детали, когда к точности центрирования соединяемых деталей не предъявляются особых требований.
Шпонка – деталь, устанавливаемая в пазах двух соприкасающихся деталей и препятствующая относительному повороту или сдвигу этих деталей. Ее используют не только для передачи вращающего момента между соосными деталями, но и для направления осевого перемещения ступицы по валу (направляющая шпонка).
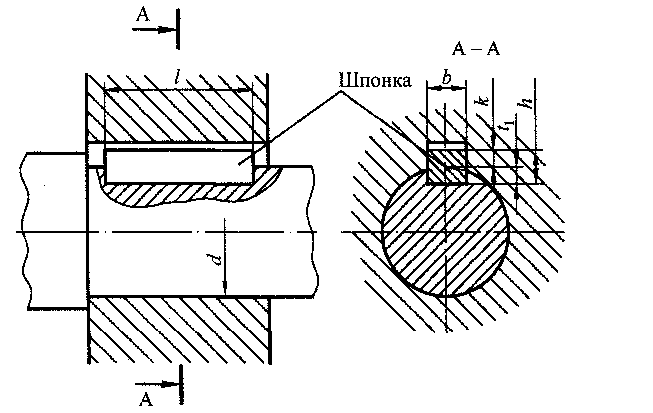 Рис.
3.1. Шпоночное соединение с призматическими
шпонками с плоскими торцами.
Рис.
3.1. Шпоночное соединение с призматическими
шпонками с плоскими торцами.
Шпонки всех типов стандартизированы и их размеры выбирают по ГОСТ 233460-78 (призматические), ГОСТ 24068-80 (клиновые), ГОСТ 24071-80 (сегментные), ГОСТ 3128-70 и 12207-79 (цилиндрические).
Достоинства соединений призматическими шпонками: простота конструкции и низкая стоимость.
Недостатки: вал и ступица ослаблены шпоночными пазами; в зоне шпоночного паза возникает концентрация напряжений, что снижает усталостную прочность деталей соединения.
Рис. 3.2. Соединения призматической и сегментной шпонками.
Посадки по ширине b осуществляются по h9 для любых типов соединений, что дает возможность стандартизировать и выпускать шпонки в массовом порядке.
Таблица 3.1.
Поля допусков шпонок и пазов
Паз |
Тип соединения |
||
Свободное |
Нормальное |
Плотное |
|
Вал |
H9 |
N9 |
P9 |
Втулка |
D10 |
JS9 |
P9 |
Элемент соединения |
На высоту h |
На длину l |
На t1 и t2 |
Шпонка |
h11 (9) |
h14 |
- |
Паз |
- |
H15 |
0,1 – 0,3 |
Рис. 3.3. Пример обозначения посадок шпонки в пазы втулки и вала.
Таблица 3.2.
Поля допусков на пазы
Название |
Единичное и серийное производство |
Серийное и массовое производство |
Направляющие шпонки |
Ширина шпонки |
h9 |
h9 |
h9 |
Ширина паза: на валу |
P9 |
N9 |
H9, N9 |
на втулке |
JS9 |
D10, JS9 |
D10 |
Шлицевые соединения.
Шлицевое соединение по сути – многошпоночное. Оно не ослабляет вал за счет шпоночного паза, позволяет производить центрирование и передавать большие мощности.
Достоинства шлицевых соединений по сравнению со шпоночными: высокая несущая способность и усталостная прочность вала.
Недостатки: высокая стоимость соединений.
Соединения с прямобочным профилем по ГОСТ 1139-80 стандартизованы для валов диаметром от 14 до 125 мм, с числом зубьев (в зависимости от диаметра вала) от 6 до 20. В поперечном сечении профиль прямобочным шлицев (рис.) очерчивается окружностью выступов зубьев D, окружностью впадин диаметром d и прямыми, определяющими ширину зубьев b.
Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая. С переходом от одной серии к другой при одном и том же внутреннем диаметре увеличивается наружный диаметр и число зубьев, в связи с этим повышается несущая способность соединения.
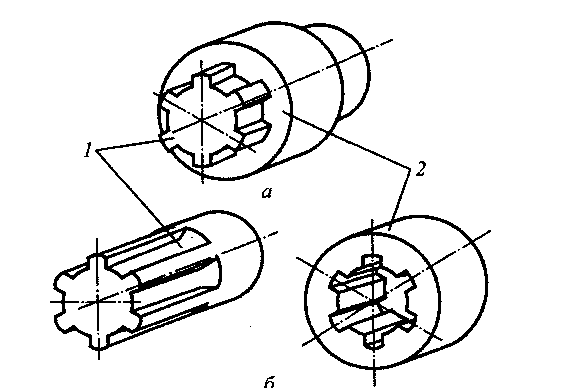 Рис.
3.4. Шлицевое соединение (а) и его детали
(б):
Рис.
3.4. Шлицевое соединение (а) и его детали
(б):
1-вал шлицевой (зубчатый); 2- ступица со шлицами (зубьями).
. Соединения с прямобочными шлицами выполняют с центрированием по по наружному диаметру D (рис. 3.5. а); по внутреннему диаметру d (рис. 3.5. б) и по боковым граням b (рис. 3.5. в).
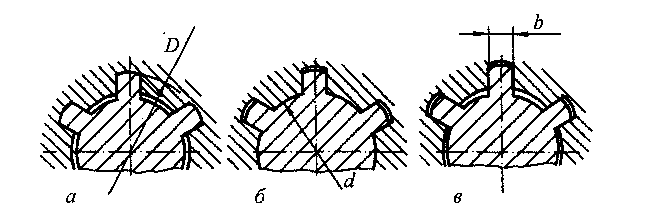
Рис. 3.5. Шлицевые соединения с прямобочным профилем.
При выборе способа центрирования руководствуются величиной нагрузки на соединение, требованиями к точности центрирования деталей соединения и технологией изготовления.
Посадки назначают в зависимости от способа центрирования, например: H7 ⁄ f7; H7⁄g6 для d, D10/h9; F10/f9 для b; H7/f7; H7/g6 для D (дают соединения с зазором); H7⁄n6, H7/jS6 для d и D (дают соединения с переходными посадками). При высоких требованиях к точности центрирования стремятся получить наименьшие зазоры по центрирующим диаметрам; это также увеличивает долговечность соединений.
Для не центрирующих диаметров установлены следующие поля допусков: для D при центрировании по d или b a11 для валов и H12 для втулки; для d при центрировании по D или b H11 для втулки. При указанных полях допусков не центрирующих диаметров создаются значительные зазоры, обеспечивающие сопряжения только по посадочным поверхностям и облегчающие сборку шлицевых соединений.
Обозначения шлицевых соединений валов и втулок.
Условные обозначения должны содержать букву, обозначающую поверхность центрирования, число зубьев и номинальные размеры D, d или b соединения вала и втулки, обозначение полей допусков или посадок диаметров, а также размера b, помещаемого после соответствующих размеров.
Например:![]() ,
обозначает соединение с числом зубьев
равных 8, с центрированием по внутреннему
диаметру с размерами d = 36 , D = 40 и b = 7мм,
с посадками по центрирующему диаметру
,
обозначает соединение с числом зубьев
равных 8, с центрированием по внутреннему
диаметру с размерами d = 36 , D = 40 и b = 7мм,
с посадками по центрирующему диаметру
![]() ,
по наружному диаметру
,
по наружному диаметру
![]() и по боковой грани
и по боковой грани
![]() .
.